
Машина швейная 1022 класса до сих пор популярна у владельцев средних и мелких производств. Старые агрегаты все еще работают и способны обрабатывать очень плотные материалы. Различие машинок разных модификаций не очень большое. Но каждая из них в большей или меньшей степени все же удачна.
Технические характеристики швейной машины 1022 класса
Швейная машинка 1022 класса относится к категории устройств промышленного назначения. Она способна обрабатывать кожу, пальтовые ткани, выполнять сложные операции, которые используют профессионалы при создании одежды.

Как выглядит машинка
Технические характеристики значительно отличаются от моделей бытового назначения. Машинка 1022 делает 4 тысячи стежков в минуту длиной 4,5 мм. Нажимная лапка поднимается на 8 миллиметров. Ткань, которую способна обработать машинка, не должна быть толщиной более 5 миллиметров. Применяют шелковые и хлопчатобумажные нитки. Масса машинки до 95 килограммов. Мощность агрегата до 0,25 кВт. Несмотря на год выпуска, популярностью больше пользуются более старые агрегаты.

Устройства разных классов
Устройство и работа швейной машины 1022 класса
По описанию в инструкции, главными являются ствол и механизмы управления. Предусмотрен переключатель и педаль. Есть место для установки катушек, ниток, а также маслосборник. Преимущество машинки в том, что есть ящик для ножниц, ниток, иголок, шила и других приспособлений. Материал подается от себя и обратно, для изменения направления используется рычаг.
Применение машинки упрощается наличием подшипников для скольжения в рукаве. Впереди есть нитепритягиватель и игловодитель. Маховик расположен с краю. Нажимная лапка прижимает ткань к игольной пластинке. Для этого есть вспомогательный рычаг. Не исключается ручной способ регулировки.
Схематическое изображение
Инструкция по эксплуатации швейной машины 1022 класса
В инструкции правила для начинающих пользователей и напоминания для опытных рукодельниц. Что рекомендуется помнить:
- крутить маховик только в указанную сторону;
- всегда оставлять под лапкой ткань;
- не тянуть материал при работе машинки;
- шить только с правильно заправленной шпулькой;
- периодически удалять загрязнения, следить за количеством смазки;
- использовать только допустимые иголки и подбирать их в зависимости от типа ткани;
- следить за натяжением ремня.
Не стоит нарушать последовательность заправки устройства и работы с ним. Несоблюдение условий эксплуатации приведет к быстрой поломке.
Есть модификации 1022М, которые предназначены для окантовки средних и тяжелых тканей.

Машинка 1022М
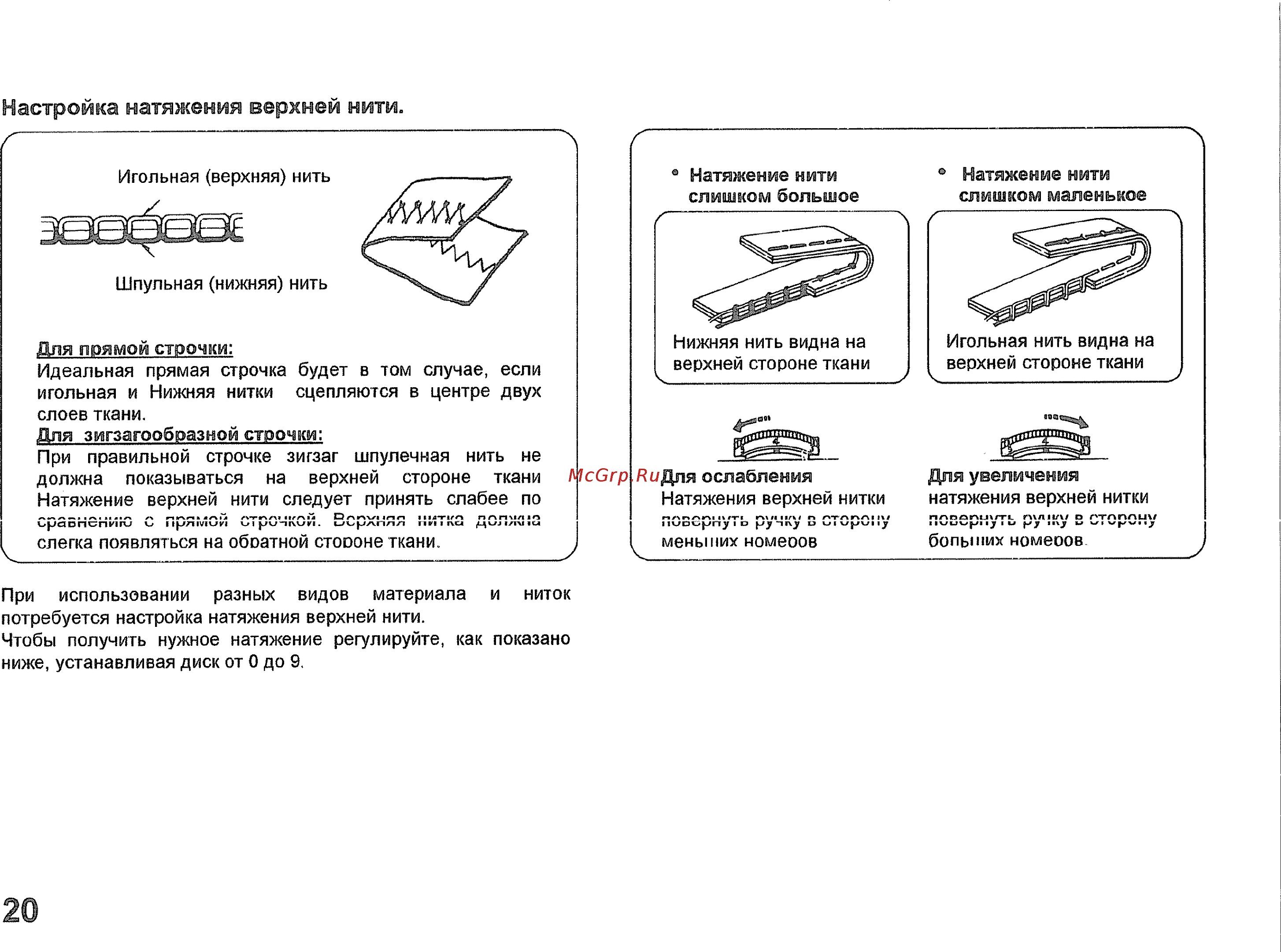
Регулировка натяжения, верхней и нижней нитей
Настройка натяжения машин происходит по одной схеме. Если неправильно проведена регулировка верхней нитки, строчки выходят неровные и некрасивые. Чтобы уменьшить натяжение, нужно повернуть регулятор на отметку уменьшения. Важно периодически проверять качество строчек по мере уменьшения. При этом важно, чтобы нижняя нитка была не видна сверху. В случае, если дефект не проходит, ее исправляют.
Чтобы проверить уровень нижнего натяжения, нужно подвесить челнок за нитку, он не должен ее раскручивать. В противном случае ее послабляют.
Для регулировки рекомендуется всегда иметь под рукой отвертку, которая будет применяться только для машинки.
Регулировка натяжения на швейной машинке
Порядок работы на швейной машине 1022 класса
Заправка и подготовка к работе требует следования правилам. Как действовать:
- Включить привод нажатием на «Пуск».
- Нажать на педаль.
- Сделать строчку до 50 сантиметров с обратным ходом.
- Выключить устройство.
- Поднять лапку.
- Убрать материал.
- Обрезать нитки.
Подготовка любой машинки
Рекомендуется использовать светодиодную лампу для освещения места, она не искажает оттенки материалов.
Периодически важно наблюдать за качеством строчки, стежков. А при необходимости отрегулировать натяжение, включая также и иголку.

Сравнение качества машинной строчки
Изготовление и ремонт обуви, шитье своими руками
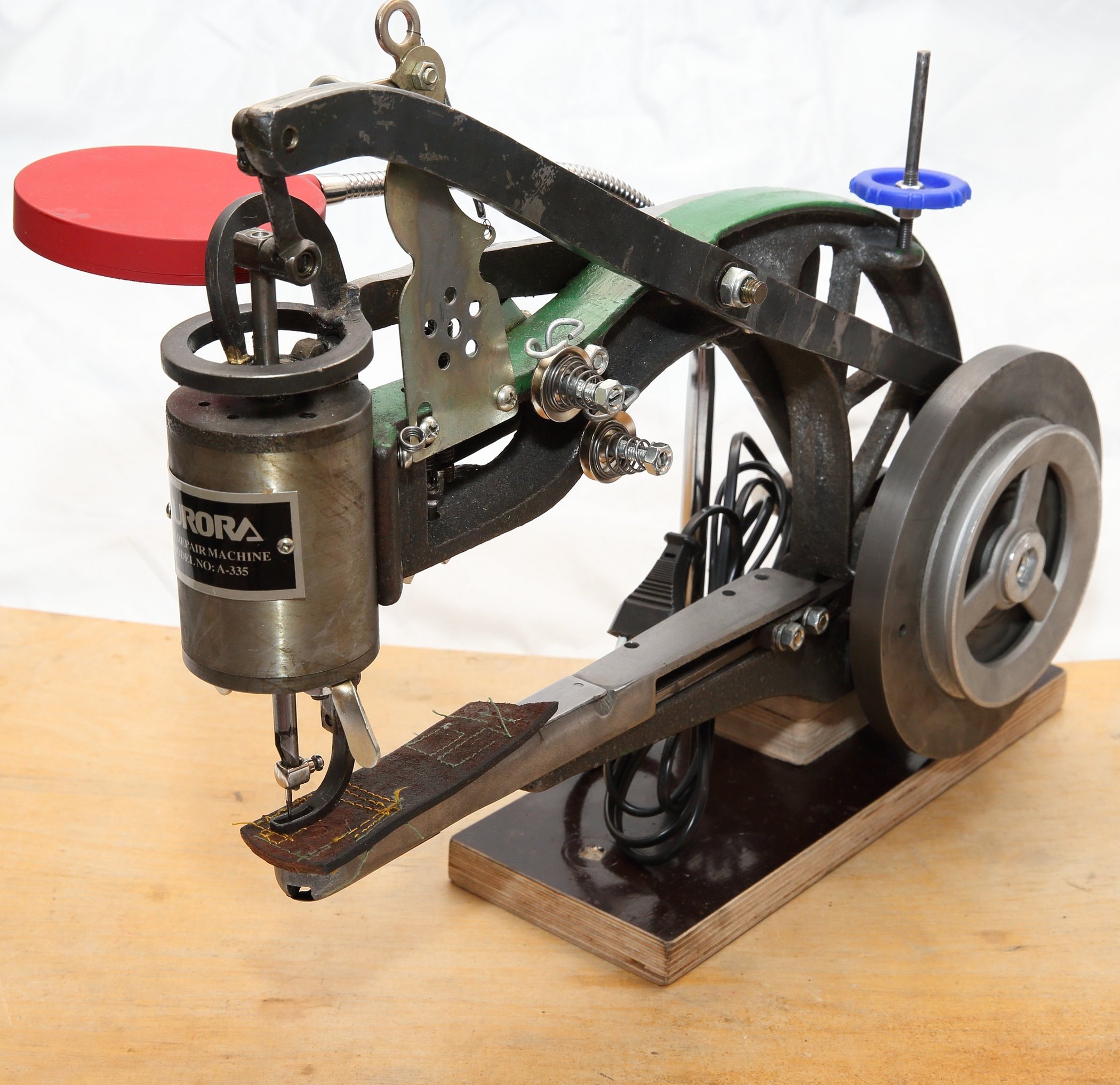
Устройство годно для пошива из тяжелых тканей, оно способно беспрепятственно работать даже с плотной кожей. Поэтому нередко устройства этого класса применяют для ремонта обуви из мягких материалов. В домашних условиях не рекомендуется периодически прибегать к такому способу эксплуатации. Это легко объяснить, ведь промышленные машины не поддаются обычной заправке маслом, как бытовые. И челноки на производстве меняют в лучшем случае раз в год, а то и чаще. Дома такой возможности нет. Также не рекомендуется самостоятельно пытаться чинить и настраивать сложные механизмы.
Ремонтировать промышленный агрегат должен мастер.
Чем ремонтируют обувь
Ремонт и настройка швейной машины 1022 класса – замена челнока
Назначение моделей класса 1022 не как у домашних устройств. Поэтому в домашних условиях и ремонт может усложняться. Чтобы заменить челнок, мастер снимает лапку, пластину и двигатель для материала. А затем убирает иглу, опрокидывает основную часть устройства. Далее вынимает колпачок и шпульку.
Затем специалист ослабляет 2 винта, поворачивает маховик. Следующим этапом поворачивает челнок до опускания предохранителя, держатель шпульки и снимает челнок. После чего устанавливает новый механизм. После возвращения всех частей в нужное положение мастер проверяет исправность, качество строчек, то есть проверяет качество своей работы.
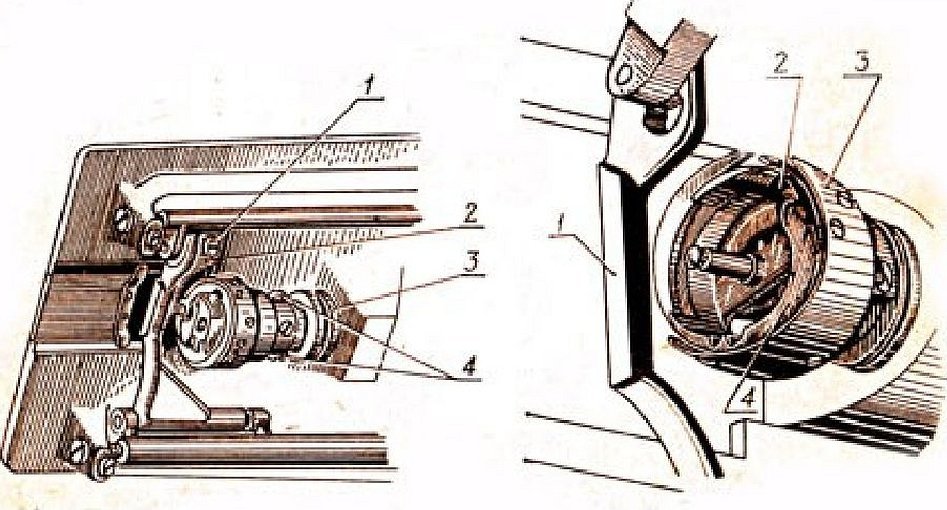
Схема челнока
Настройка параметров работы челнока и иголки
После установки необходимо заново настроить параметры работы механизмов. Нужно поставить палец держателя шпульки, при этом выдержать зазор в 0,5 мм. Расстояние от пальца до держателя должно ровняться половине миллиметра, при этом нужно проверить натяжение нитки, показатель не должен быть более 60 г. Для регулировки понадобится винт.
Правильное положение челнока
Далее следует установить шпульку в держатель, опустить голову машинки, соблюдая правила. Последним этапом должна быть установка двигателя ткани и игольной пластинки.
Как вставляют нить
Уход и смазка швейной машины 22-го класса
Ремонт и периодическая смазка деталей гарантирует бесперебойную работу и производство качественных изделий. Кроме того, необходимо еще очищать механизмы от грязи и остатков ткани. Без масла машинка громко работает. Больше всего нужно обращать внимание на нижнюю часть. Важно нанести масло так, чтобы в дальнейшем оно не попало на ткань, отстирать его будет крайне трудно. Распределить вещество легко медицинским шприцом.
Чтобы обработать шестерни, приобретают графитовую смазку. Фитильную смазку наносить не рекомендуется, ее эффективность можно оспорить. На производстве швейный агрегат 22 обрабатывают раз в 30 дней при условии, что эксплуатация не ежедневная.
Основной параметр, который нужно учитывать при покупке бытовой модели – мощность.
Чтобы обработать машину 1022 нужно снять крышку сверху и использовать швейное масло. Добраться до нужного узла крайне сложно, это основной недостаток вариации.

Масло для швейных машинок
Перечень типичных неисправностей
Промышленные машинки способны долго работать исправно. Но иногда требуется ремонт небольших неисправностей. К ним в основном приводит неправильная эксплуатация. Недостаток таких швейных агрегатов в том, что найти на них запчасть сложно.
Часто происходит обрыв нитки из-за выбора некачественного материала. Если это случается, нужно также проверить натяжение, затем ослабить его. Нитки также портятся из-за некачественных иголок. Чтобы проблемы не возникали, необходимо заменять игольную пластину при возможности, а также полировать заусеницы, о которые рвутся нити.
На нитках не должно быть узелков, они являются причиной некачественного пошива.
Иногда к некачественному шитью приводит плохое состояние рабочей поверхности, тупые зубцы, плохие иголки и несоответствие материалов для шитья. Сегодня поломка таких старых машин может стать существенной проблемой, качественные части для замены встречаются редко.
Варианты дефектов
Почему швейная машина 22-го класса считается лучше, чем 1022М
Швейная машина 1022М уступает моделям 22-го. На ней можно качественно и без пропусков работать с кожей, обрабатывать грубую джинсу и брезент. Устройства 1022 имеют мало отличий от похожих моделей. Из преимуществ можно отметить более современный дизайн. Однако они проигрывают 22-му классу по шуму. Машинка 22-го не шумит из-за использования втулок.
Технические характеристики 1022
Промышленные машинки делятся на несколько классов. На малых производствах все еще служат устройства 1022, 22, 1022М. Они мало чем отличаются и исправно работают. Сложность может быть при настройке. Машины класса 22 издают комфортный для уха шум, но заправлять их относительно сложно.


промышленная швейная машина 1022 класса
Швейная машина 1022 класса предназначена для шитья тканей бельевой, костюмной и пальтовой групп из натуральных и искусственных волокон двухниточным челночным стежком в одну строчку.
Производитель — Оршанский завод легкого машиностроения, г.Минск. Торговое название этой машинки — Алеся
Технические данные швейной машины 1022 «Алеся»
Число стежков в минуту………. до 4000
Длина стежка, мм…………. до 4,5
Подъем нажимной лапки, мм……… не менее 8
Наибольшая толщина сшиваемых материалов в сжатом состоянии под лапкой, мм………. не более 5
Применяемые иглы: тип 3-И, № 90, 100, НО, 120, 130 ГОСТ 7322—55 .
Применяемые нитки: хлопчатобумажные матовые в шесть сложений № 30—80
ГОСТ 6309-73; шелковые № 65 ГОСТ 6797—70
Габаритные размеры платформы, мм:
длина…………… 476
ширина………… 178
Габаритные размеры головки, мм:
длина…………. 520
ширина………… 210
высота………… 360
Габаритные размеры стола, мм:
длина………… 1060
ширина………… 650
высота ………… 800—880
Вылет рукава, мм………… 260
Электродвигатель:
мощность, кВт………. ие более 0,25
напряжение, В………. 220; 380
частота, Гц……….. 50
синхронная частота времени, об/мин . . . 2900
Масса головки, кг………… не более 27
Масса машины, кг ………. не более 95
Устройство и работа швейной машины кл. 1022
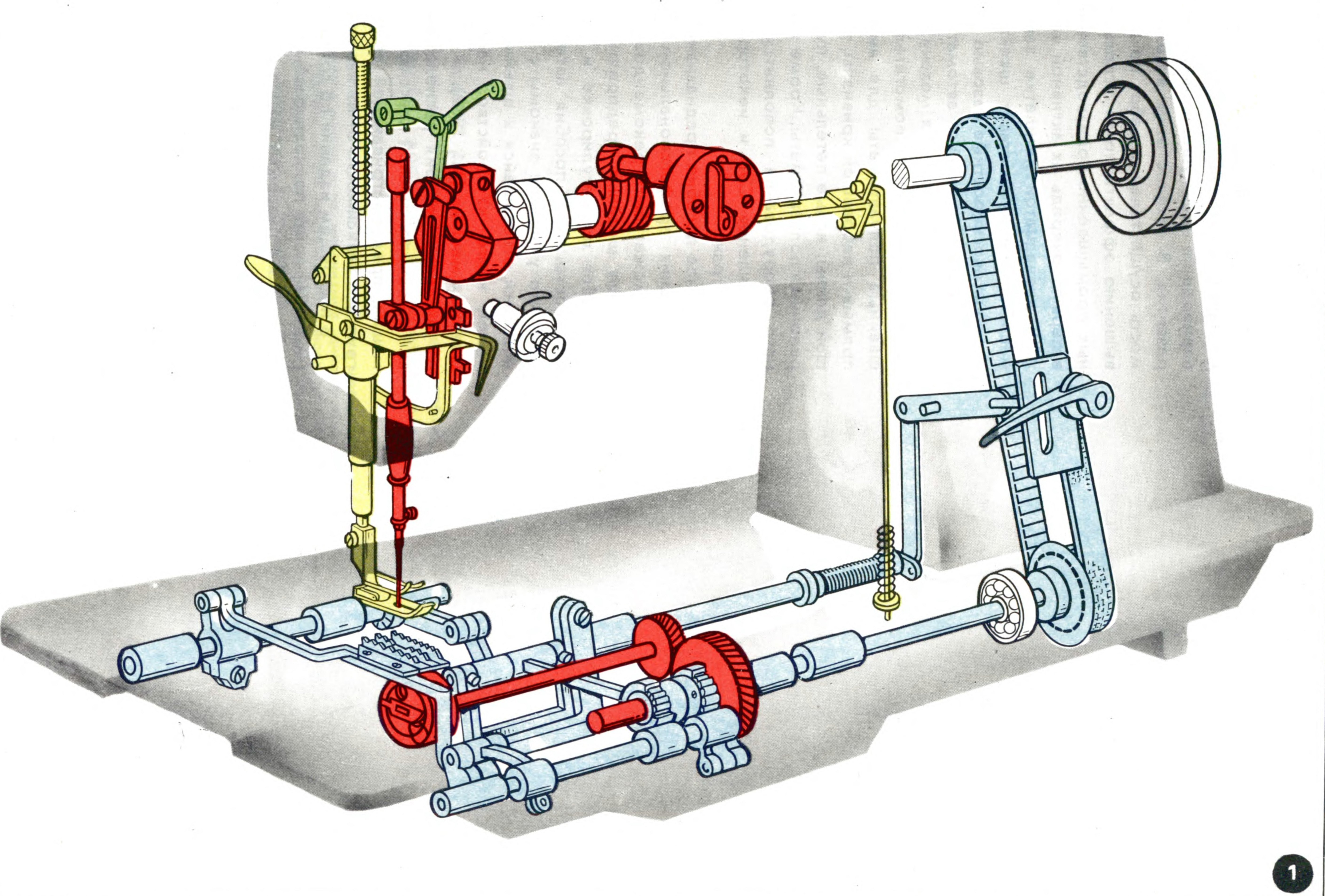
Двигатель ткани / (рис.) может подавать материал в прямом к обратном направлениях. Изменение подачи с прямой на обратную производится рычагом 13.

швейная машина Алеся 1022 класса устройство
Главный вал 4 машины смонтирован в рукаве на подшипниках скольжения.
На его переднем конце установлен кривошип 3 с механизмом нитепритягивателя и игловодителя, на заднем — маховик 11, эксцентрик с шатунами 5 и шестерня, передающая движение вертикальному валу, который посредством конической зубчатой пары 16 и 18 передает вращение челноку. Эксцентрик, вращающийся на главном валу 4 посредством шатунов, шарнирно соединенных с валами 21 и 25, передает движение механизму двигателя ткани.
Прижим материала к игольной пластинке производится нажимной лапкой 24. Подъем нажимной лапки может производиться вручную или коленным рычагом 5.
Стойка 6 служит для установки катушки (бобины) ниток, направляемых к нитенаправителю на головке машины.
Скачать инструкцию к швейной машине 1022 кл.:
• Машина швейная промышленная 1022 кл.
Статус: DEMO. Описание: Инструкция по эксплуатации. Назначение, технические данные, состав изделия, устройство и работа машины, меры безопасности, порядок установки, подготовка к работе, перечень возможных неисправностей, техническое обслуживание. Качество: 75%. Тип файла: pdf. Размер файла: 1.34 MB. Скачан: 1668 раз.
Цена инструкции — 500 руб.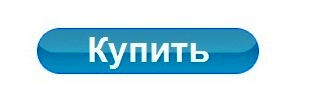
• 1022 МР. Машина ремесленная Алеся.
Статус: FREE. Описание: Руководство по эксплуатациии. Качество: 60%. Тип файла: pdf. Размер файла: 966.47 kB. Скачан: 850 раз.
Интересное по теме:
Пожалуйста, оцените статью!
![]() Загрузка…
Загрузка…
Подробнее о сайте, инструкциях и оплате
На сайте вы найдете много информации о том, как устроены швейные промышленные машины, в том числе и швейная машина 1022 класс
. Много дано советов, как самостоятельно выполнить мелкий ремонт, настройку строчки. Но невозможно в пределах одной статьи дать всю информация об устройстве и технических данных швейных машин. Промышленная швейная машина 1022 класса также как и промышленная швейная машина 22 класс используется многими ателье и мелкими производствами и именно поэтому а также для тех кто детально хочет изучить устройство данной машинки предлагаем краткую инструкцию завода производителя по эксплуатации и ремонту данной модели промышленной машины.
1. Технические характеристики швейной машины 1022 класса
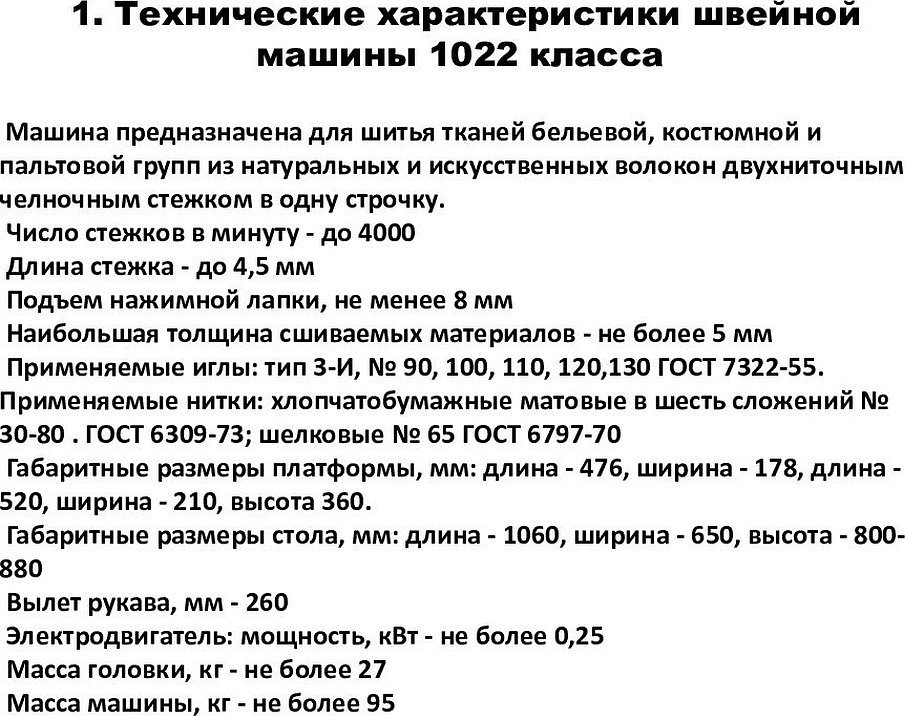
Машина предназначена для шитья тканей бельевой, костюмной и пальтовой групп из натуральных и искусственных волокон двухниточным челночным стежком в одну строчку.
Число стежков в минуту — до 4000
Длина стежка — до 4,5 мм
Подъем нажимной лапки, не менее 8 мм
Наибольшая толщина сшиваемых материалов — не более 5 мм
Применяемые иглы: тип 3-И, № 90, 100, 110, 120,130 ГОСТ 7322-55. Применяемые нитки: хлопчатобумажные матовые в шесть сложений № 30-80 . ГОСТ 6309-73; шелковые № 65 ГОСТ 6797-70
Габаритные размеры платформы, мм: длина — 476, ширина — 178, длина — 520, ширина — 210, высота 360.
Габаритные размеры стола, мм: длина — 1060, ширина — 650, высота — 800-880
Вылет рукава, мм — 260
Электродвигатель: мощность, кВт — не более 0,25
Масса головки, кг — не более 27
Масса машины, кг — не более 95
2. Устройство и работа швейной машины 1022 класса
Машина состоит из головки и стола, на котором установлены механизмы включения, привода и управления: кнопочный переключатель, электропривод, педаль включения фрикциона, коленный рычаг подъема нажимной лапки. На столе установлены стойка для катушек, поддон с маслосборником, ящик для инструмента и принадлежностей.
Двигатель ткани 1 может подавать материал в прямом и обратном направлениях. Изменение подачи с прямой на обратную производится рычагом 13.
Главный вал 4 машины смонтирован в рукаве на подшипниках скольжения. На его переднем конце установлен кривошип 3, с механизмом нитепритягивателя и игловодителя. На заднем — маховик 11, эксцентрик с шатунами 5 и шестерня, передающая движение вертикальному валу, который посредством конической зубчатой пары 16 и 18 передает вращение челноку. Эксцентрик, вращающийся на главном валу 4 посредством шатунов, соединенных с валами 21 и 25, передает движение механизму двигателя ткани.
Прижим материала к игольной пластинке производится нажимной лапкой 24. Подъем нажимной лапки может производиться вручную или коленным рычагом.
3. Инструкция по эксплуатации швейной машины 1022 класса

Маховик машины вращайте только в одну сторону — на работающего.
Не допускайте работу машины при опущенной нажимной лапке, если под нее не подложена ткань.
Не тяните ткань во время шитья, чтобы избежать изгибания и поломки иглы.
Не допускайте работу машины при снятой фронтовой крышке 2 и ограждениях ремня и нитепритягивателя.
Не допускайте работу машины, если шпулечный колпачок не зафиксирован защелкой на своем месте.
Не нажимайте коленный рычаг при шитье.
Удаляйте очесы и другие загрязнения, скапливающиеся на челночном устройстве, под игольной пластиной и между зубцами двигателя ткани.
Регулярно добавляйте масло в резервуар до риски указателя уровня масла. Для смазки применяется масло И-12А ГОСТ 20799-75. Закончив работу, не забывайте поднять фитили из картера посредством стержня.
Подбирайте иглы соответственно ниткам.
Рекомендуется применять игольную нитку правой крутки.
Ремень на шкив фрикциона и маховик главного вала должен иметь определенное натяжение. Ремень должен быть натянут так, чтобы при приложении на ветвь силы 0,4-0,6 кг стрела прогиба была равна приблизительно 10 мм.
При замене шпульки — поверните маховик головки, пока игла не займет крайнее верхнее положение, отодвиньте задвижную пластинку 1, захватите двумя пальцами левой руки защелку шпульного колпачка и выньте его.
Включение моталки производите нажатием на шпиндель. Поднимите лапку и включите машину (при шитье лапку поднимать не нужно). Моталка автоматически остановится, когда на шпульку будет намотано достаточное количество ниток. Полнота намотки регулируется рычагом 5. Натяжение нитки при наматывании регулируется винтом — гайкой.
Заправку верхней нитки производите согласно инструкции к швейной машине 1022 класса
, заводя нитку во все положенные нитенаправители, как указано на схеме. Возьмите свободный конец верхней нитки левой рукой, поверните маховик на один оборот для переплетения верхней и нижней ниток, потяните конец верхней нитки, пока нижняя нитка не выйдет наверх, и обе нитки оттяните под нажимной лапкой в направлении от себя.
Подложите ткань под нажимную лапку и опустите ее. Машина готова к работе.
Швейная машина 1022 класса
предназначена для шитья тканей бельевой, костюмной и пальтовой групп из натуральных и искусственных волокон двухниточным челночным стежком в одну строчку.
Производитель — Оршанский завод легкого машиностроения, г.Минск
Технические данные швейной машины 1022
Число стежков в минуту………. до 4000
Длина стежка, мм…………. до 4,5
Подъем нажимной лапки, мм……… не менее 8
Наибольшая толщина сшиваемых материалов в сжатом состоянии под лапкой, мм………. не более 5
Применяемые иглы: тип 3-И, № 90, 100, НО, 120, 130 ГОСТ 7322-55 .
Применяемые нитки: хлопчатобумажные матовые в шесть сложений № 30-80
ГОСТ 6309-73; шелковые № 65 ГОСТ 6797-70
Габаритные размеры платформы, мм:
длина…………… 476
ширина………… 178
Габаритные размеры головки, мм:
длина…………. 520
ширина………… 210
высота………… 360
Габаритные размеры стола, мм:
длина………… 1060
ширина………… 650
высота ………… 800-880
Вылет рукава, мм………… 260
Электродвигатель:
мощность, кВт………. ие более 0,25
напряжение, В………. 220; 380
частота, Гц……….. 50
синхронная частота времени, об/мин. . . 2900
Масса головки, кг………… не более 27
Масса машины, кг ………. не более 95
Устройство и работа швейной машины кл. 1022
Двигатель ткани / (рис.) может подавать материал в прямом к обратном направлениях. Изменение подачи с прямой на обратную производится рычагом 13.

швейная машина 1022 класса устройство
Главный вал 4 машины смонтирован в рукаве на подшипниках скольжения.
На его переднем конце установлен кривошип 3 с механизмом нитепритягивателя и игловодителя, на заднем — маховик 11, эксцентрик с шатунами 5 и шестерня, передающая движение вертикальному валу, который посредством конической зубчатой пары 16 и 18 передает вращение челноку. Эксцентрик, вращающийся на главном валу 4 посредством шатунов, шарнирно соединенных с валами 21 и 25, передает движение механизму двигателя ткани.
Прижим материала к игольной пластинке производится нажимной лапкой 24. Подъем нажимной лапки может производиться вручную или коленным рычагом 5.
Стойка 6 служит для установки катушки (бобины) ниток, направляемых к нитенаправителю на головке машины.
Скачать инструкцию к швейной машине 1022 кл.:
.
Статус: DEMO. Описание:
Инструкция по эксплуатации. Назначение, технические данные, состав изделия, устройство и работа машины, меры безопасности, порядок установки, подготовка к работе, перечень возможных неисправностей, техническое обслуживание. Качество:
75%. Тип файла:
pdf. Размер файла:
1.34 MB. Скачан:
489 раз.
Цена инструкции — 200 руб.
.
Статус: FREE. Описание:
Руководство по эксплуатациии. Качество:
60%. Тип файла:
pdf. Размер файла:
966.47 kB. Скачан:
210 раз.
Советские, бывшие в употреблении швейные промышленные машинки 22 класса, до сих пор активно используются во многих частных швейных мастерских. И этот факт не удивителен, даже при нынешнем изобилии современной швейной техники в магазинах. Одним из фактов, объясняющих такую популярность старого, проверенного годами беспроблемной эксплуатации оборудования, является невозможность покупки современной и довольно дорогостоящей техники. И хотя швейные машинки 22 класса давно морально устарели, но по своим параметрам они редко уступают своим современным коллегам. Главным достоинством этой техники были и остаются надежность в процессе эксплуатации и универсальность использования. С хорошей настройкой, такая машинка может запросто справится с любым видом ткани, в том числе и с кожей.
Понятно, что внешний вид такого оборудования не отличается презентабельностью, но для множества мелких ателье и частных предпринимателей, зарабатывающих себе на жизнь пошивом, их использование становится единственным выходом при невозможности приобретения современного швейного оборудования.
Более современной модификацией машинки 22 класса стала машинка 1022 класса. Помимо своего, более современного внешнего вида она наделена устройством автоматической намотки нитки на шпульку и удобным рычагом обратного хода. В машине этого класса также применена автоматическая система смазки, позволяющая оператору не отвлекаться на смазочные операции и исключающая попадание смазочных материалов на ткань. Главным недостатком, так отличающим ее от своей предшественницы, машинки 22 класса, является характерная шумность, которая нарастает при наборе оборотов. Если в машинке 22 класса нет больших зазоров меж трущимися деталями и достаточно смазки, то она работает гораздо тише, чем машинка 1022 класса. Такая особенность объясняется тем, что на «старой» машинке вместо подшипников на главном валу применена втулочная система. Больше, в сущности, у этих машинок нет отличий. Они надежно проверены в своей эксплуатации, обладают простотой в настройке и до сих пор являются надежными помощниками в мелких ателье и швейных мастерских.
В том случае, если вы относитесь к тем портным, кто в своей работе до сих пор применяет машинки этих классов, то быть может, наш материал поможет вам выполнить некоторый мелкий ремонт и настройку машин, не прибегая при этом к услугам настройщика (зачастую, услуги такого мастера просто невозможны). Эта статья может быть использована как теоретический материал при выполнении ремонтных работ бытовых прямострочных машин, а также подобных им промышленных машин 97 класса.
Сравнение швейных промышленных машин 1022 и 22 класса

Интеллект карта: Швейная промышленная машина 1022, 22 класс
Примечательно, что машинки 1022 и 22 классов при всех своих различиях обладают одинаковыми параметрами для настройки регулирования процесса шитья. Помните, что выполнение регулировочных и настроечных операций, зачастую, требует определенного опыта и знания. Но, не начав регулировать и настраивать на практике, такой опыт рискует никогда и не появится.
У этих машин принцип образования петли и взаимодействия челнока с иголкой одинаковые. Они имеют вращающийся только в одну сторону челнок. Заправленная в ушко иглы нитка, прокалывая материал, опускается в свое крайнее нижнее положение. В момент подъема иглы из игольной нитки образуется небольшая петля, ее тут же захватывает носик челнока. Иголка поднимается вверх, при этом петля верхней нитки обводится вокруг шпульного колпачка посредством челнока. После того как стежок будет затянут, челноком совершается один холостой ход. Вот вкратце, как выглядит цикл образования челночного стежка. Прямострочные бытовые швейные машинки, снабженные колеблющимся челноком, функционируют примерно по такому же принципу.
На нашем сайте вы найдете много информации о том, как устроены швейные промышленные машины, в том числе и швейная машина 1022 класса. Много дано советов, как самостоятельно выполнить мелкий ремонт, настроить швейные промышленные машины. Но невозможно, в пределах одной статьи, дать всю информация об устройстве и технических характеристиках швейных машин.
Промышленная швейная машина 1022 класса, также как и промышленная швейная машина 22 класса, используется во многих мини-ателье по пошиву и ремонту одежды и мелких швейных цехах. Именно поэтому мы предлагаем краткую инструкцию завода изготовителя по эксплуатации и ремонту данной модели промышленной машины. Данный материал будет полезным и тем, кто детально хочет изучить устройство данной машинки.
1. Технические характеристики швейной машины 1022 класса
Эта швейная машина предназначена для пошива изделий из тканей бельевой, костюмной и пальтовой группы из натуральных и искусственных волокон двухниточным челночным стежком.
Число стежков в минуту — до 4000.
Длина стежка — до 4,5 мм.
Подъем нажимной лапки, не менее 8 мм.
Наибольшая толщина сшиваемых материалов — не более 5 мм.
Применяемые иглы: тип 3-И, № 90, 100, 110, 120,130 ГОСТ 7322-55.
Применяемые нитки: хлопчатобумажные матовые в шесть сложений № 30-80 . ГОСТ 6309-73; шелковые № 65 ГОСТ 6797-70.
Габаритные размеры платформы, мм: длина — 476, ширина — 178, длина — 520, ширина — 210, высота 360.
Габаритные размеры стола, мм: длина — 1060, ширина — 650, высота — 800-880.
Вылет рукава, мм — 260
Электродвигатель: мощность, кВт — не более 0,25.
Масса головки, кг — не более 27.
Масса машины, кг — не более 95.

Швейная машина 1022 класса
комплектуется промышленным столом, на котором установлены механизмы включения привода и управления лапкой: кнопочный переключатель; электропривод; педаль включения фрикциона; коленный рычаг подъема нажимной лапки. На столе также находятся: стойка для катушек; поддон с маслосборником; ящик для инструмента и принадлежностей.
Двигатель ткани 1 может подавать материал в прямом и обратном направлениях. Изменение подачи на обратный ход производится рычагом 13.
Главный вал 4 машины смонтирован в рукаве на подшипниках скольжения. На его переднем конце установлен кривошип 3, с механизмом нитепритягивателя и игловодителя.
На заднем краю вала находится маховик 11, эксцентрик с шатунами 5 и шестерня, передающая движение вертикальному валу, который посредством конической зубчатой пары 16 и 18 передает вращение челноку.
Эксцентрик, вращающийся на главном валу 4 посредством шатунов, соединенных с валами 21 и 25, передает движение механизму двигателя ткани.
Прижим материала к игольной пластинке производится нажимной лапкой 24. Подъем нажимной лапки может производиться вручную или коленным рычагом (коленоподьемник).
Маховик машины вращайте только в одну сторону — на себя.
Не допускайте работу машины при опущенной нажимной лапке, если под нее не подложена ткань.
Не тяните ткань во время шитья, чтобы избежать изгибания и поломки иглы.
Не допускайте работу машины при снятой фронтовой крышке 2 и ограждениях ремня и нитепритягивателя.
Не допускайте работу машины, если шпулечный колпачок полностью не зафиксирован защелкой.
Не нажимайте коленный рычаг при шитье.
Удаляйте очесы и другие загрязнения, скапливающиеся на челночном устройстве, под игольной пластиной и между зубцами двигателя ткани.
Регулярно добавляйте масло в резервуар до риски указателя уровня масла. Для смазки применяется масло И-12А ГОСТ 20799-75. Закончив работу, не забывайте поднять фитили из картера.
Подбирайте иглы соответственно ниткам.
Рекомендуется применять игольную нитку правой крутки.
Ремень, одевающийся на шкив фрикциона и маховик главного вала должен иметь определенное натяжение. Ремень должен быть натянут так, чтобы при приложении на ветвь силы 0,4-0,6 кг прогиб был равен приблизительно 10 мм.
При замене шпульки поверните маховик, пока игла не займет крайнее верхнее положение, отодвиньте задвижную пластинку 1, захватите двумя пальцами левой руки защелку шпульного колпачка.
Включение моталки производится нажатием на шпиндель. Поднимите лапку и включите машину (при пошиве лапку поднимать не нужно). Когда на шпульку будет намотано достаточное количество ниток, моталка автоматически остановится. Полнота намотки регулируется рычагом 5. Натяжение нитки при наматывании регулируется винтом — гайкой.
Заправку верхней нитки производите согласно инструкции к швейной машине 1022 класса, заводя нитку во все положенные нитенаправители, как указано на схеме. Возьмите свободный конец верхней нитки левой рукой, поверните маховик на один оборот для переплетения верхней и нижней ниток, потяните конец верхней нитки, пока нижняя нитка не выйдет наверх, и обе нитки оттяните под нажимной лапкой в направлении от себя. Подложите ткань под нажимную лапку и опустите ее. Машина готова к работе.


Швейная машина 1022 класса не требует специальной подготовки обслуживающего персонала. Включите электропривод кнопкой «Пуск», нажмите на педаль включения фрикциона, прошейте строчку длиной 40-50 см, с кратковременным включением обратного хода, через 10-15 см. Выключите машину, поднимите нажимную лапку, отодвиньте материал и обрежьте нитки.
Проверьте качество шва, натяжение ниток и длину стежка.
Произведите, при необходимости, регулировку натяжения верхней и нижней ниток, длину стежка, прижим материала нажимной лапкой. При необходимости смените иглу.
При пошиве переплетение верхней и нижней ниток должно находиться внутри сшиваемых тканей.
Регулировку длины стежка производите роликом 12 (верхний рисунок).


Для замены иглы установите игловодитель в крайнее верхнее положение, отверните винт крепления иглодержателя, выньте иглу. Вставьте новую промышленного образца иглу в паз игловодителя до упора длинным желобком влево и надежно закрепите винт.
В процессе эксплуатации швейной машины 1022 класса, в связи со сменой иглы, ниток или тканей может возникнуть необходимость регулировки нитепритягивательной пружины 2, освобождения натяжения верхней нити. Для регулировки натяжения нитепритягивательной пружины 2, отверните винт крепления регулятора, находящийся в рукаве машины, выньте регулятор натяжения нити, отверните винт 3, отверткой поверните шпильку 1 по часовой стрелке для увеличения натяжения и против часовой стрелки, если нужно уменьшить его.
Для правильной установки нажимной лапки относительно иглы снимите фронтовую крышку 2, опустите лапку на игольную пластинку, освободите винт 4, поверните лапку со стержнем в нужное положение и надежно закрепите винт. При установке лапки следите за тем, чтобы игла не касалась ее основания.
Рычаг 10 предназначен для автоматического устранения зажима нити между шайбами регулятора натяжения при подъеме нажимной лапки. Необходимое положение рычага устанавливается кронштейном 2.
Стержень игловодителя вместе с иглой устанавливается по высоте таким образом, чтобы расстояние между внутренней поверхностью шпуледержателя и нижней кромкой ушка иглы примерно равнялось 0,15-0,35 мм (меньший размер для тонких тканей).
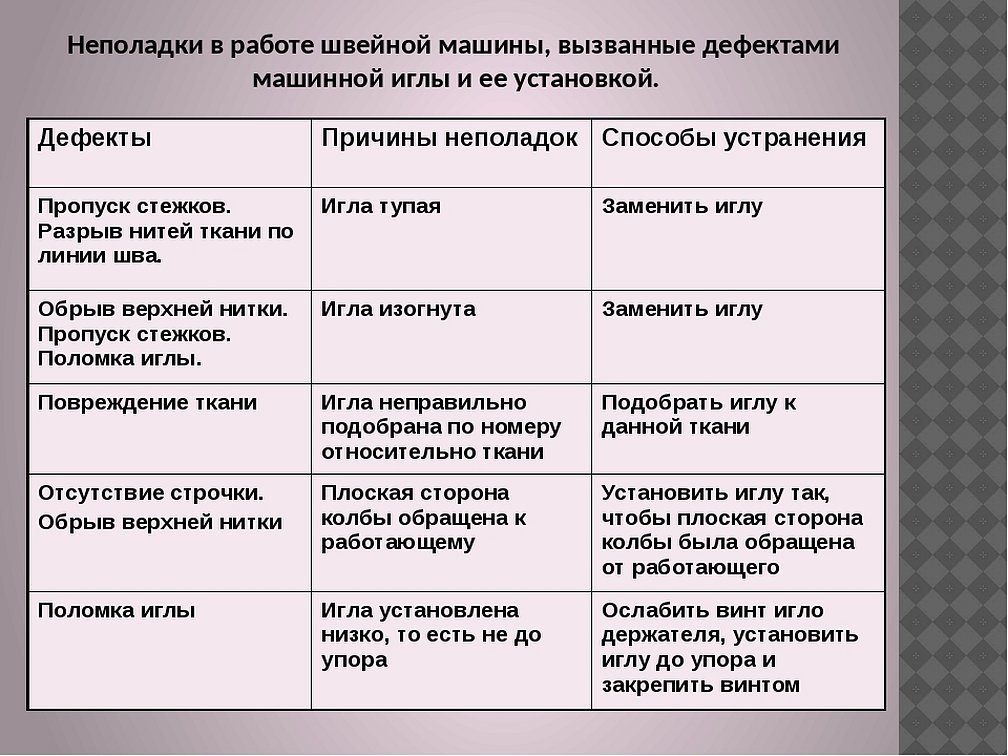
5. Перечень типичных неисправностей
1. Обрыв ниток:
— некачественные швейные нитки , недостаточной прочности, с узелками — заменить нитки
— слишком большое натяжение нитки — ослабить натяжение ниток
— некачественная игла с плохо отполированным ушком, с заусенцами в желобках — сменить иглу
— отверстие под иглу в игольной пластинке, сильно разработалось, имеет неровную поверхность, заусенцы — сменить игольную пластинку, если нельзя исправить изношенное отверстие полировкой зазубрины
— негладкие места прохождения ниток, заусеницы, царапины на н их — заполировать или заменить.
2. Пропуски стежков:
— швейная игла слишком тонкая для выбранной нитки и не свободно проходит через ушко иглы
— тупая или погнутая иголка
— неправильная регулировка положения иглы относительно челнока
— неправильно выбранный тип иглы.
3. Неравномерная подача материала:
— затупились зубцы ц зубчатой рейки
— износилась рабочая поверхность прижимной лапки.
6. Ремонт и настройка швейной машины 1022 класс. Замена челнока

Снимите нажимную лапку, игольную пластинку, двигатель ткани, выньте иглу из игловодителя. Опрокиньте головку машины до упора. Выньте колпачок со шпулькой. Отверните винт 1 и снимите палец шпуледержателя 2. Ослабьте два винта 4 на втулке челнока. Поверните маховик машины, пока рычаг двигателя ткани 1 не поднимется в самое крайнее положение (по отношению к оси челнока).
Поверните челнок на валу так, чтобы предохранитель 3 оказался внизу. Поверните шпуледержатель 4 и снимите челнок с вала. Установите новый челнок на вал до упора. Установите палец шпуледержателя в паз платформы и закрепите винтом 1, при этом выступ пальца должен попасть в вырез 2 шпуледержателя.
Установите иглу в игловодитель, согласно настоящей инструкции.
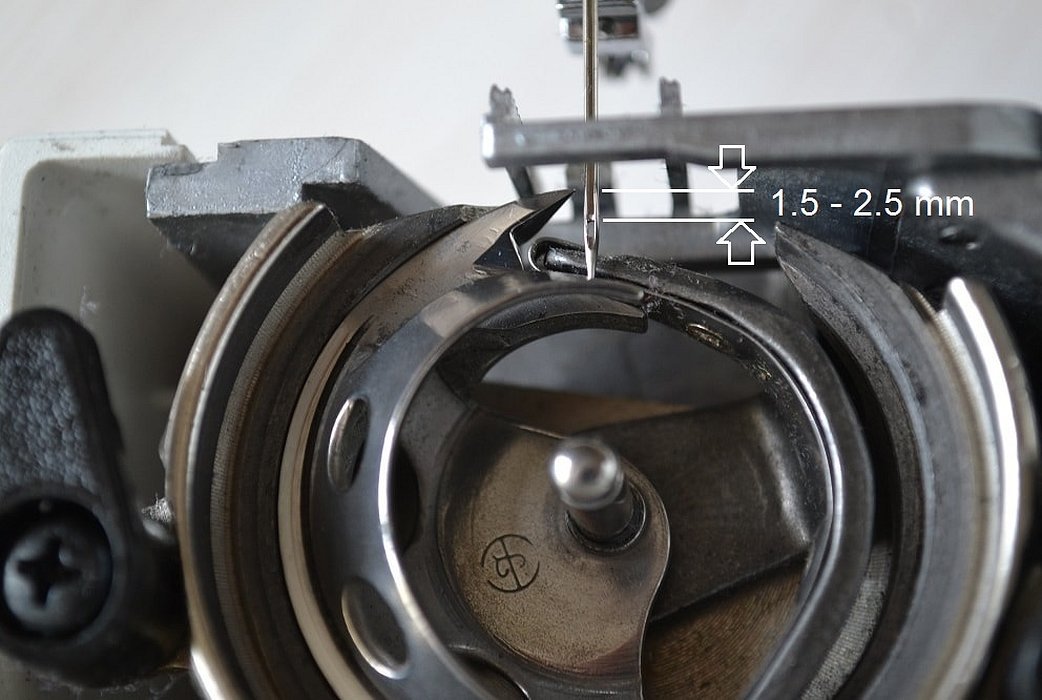
Осторожно поверните правой рукой маховик главного вала, одновременно придерживая левой корпус челнока, так, чтобы носик его находился на оси иглы. Иглу опустите в окно шпуледержателя до крайнего нижнего положения. Поднимите иглу вверх на 1,8-2,0 мм. Меньший размер рекомендуется для тонких тканей, больший зазор — для толстых тканей. При этом, расстояние от верхней кромки ушка иглы до нижней кромки носика корпуса челнока, должно быть 1,1 мм.
Закрепите винт 4 челнока.
7. Настройка параметров работы челнока и иглы


Установите палец шпуледержателя 3, выдерживая размер между осью иглы 1 и кромкой пальца 0,1-0,5 мм. Зазор между пальцем и шпуледержателем 2 должен быть 0,5-0,6 мм.
Проверьте натяжение нити челнока. Натяжение нити должно быть 30-60 граммов. При необходимости отрегулируйте винтом.
Установите колпачок со шпулькой в шпуледержатель.
Опустите головку машины вниз на стол, обращая внимание на правильность соединения клиновым ремнем маховика машины и шкива привода.
Поставьте на место двигатель ткани и игольную пластинку.

Регулировка подачи масла челночного механизма.
Передняя втулка вала челнока снабжена винтом 2 для регулировки подачи масла к челноку. Для увеличения подачи масла к челноку необходимо завернуть винт, отжав контргайку 1. В результате этого, имеющееся на втулке отверстие для прохода избытка масла закроется. Чтобы отверстие открылось, и избыток масла поступил через него в проточку во втулке, необходимо вывернуть винт.
Если масло поступает к челноку в избытке и количество его не поддается регулированию винтом 2, необходимо проверить, не отделился ли фитиль от штуцера 3, завернутого в челночный вал. В случае необходимости вставить его.
Своевременно заменяйте загрязнившийся смазочный фитиль или промывайте его в бензине.
Регулярно проверяйте все пути прохода масла швейной машины 1022 класса
и очищайте их от загрязнений.
Для проверки состояния подачи масла необходимо, пустив в ход машину, дать ей поработать одну минуту при нормальной скорости для установления постоянного давления масла. Не останавливая машину, поднесите листок белой бумаги под челнок. Если, в течение 15 секунд на бумаге не будет видно масляной полоски шириной около 0,8 мм, то подача масла недостаточна. Проверку можно произвести и другим способом. Снимите челнок и, пустив в ход машину с нормальной скоростью, поднесите листок бумаги под конец челночного вала. Через 15 секунд должна появиться полоска масла, шириной около 1,5 мм.
Описание устройства, возможностей прямострочной швейной машины китайского производства типа Typical.
Для мелкосерийного производства ателье трикотажной одежды, и даже для небольшого ателье, промышленная распошивальная машина просто незаменима. Высокая скорость, качественная строчка, универсальность — это критерии промышленной распошивалки. О том, как устроена и работает такая машина, читайте в этой статье.
Швейная машина 1022 класс — модификация промышленной машины 22 класса, давно уже снятой с производства. У 1022 имеется ряд отличий. Во-первых, у нее автоматическая смазка, удобный рычаг обратного хода, автоматическое устройство намотки нитки на шпульку, современный внешний вид и др. Однако многие ателье используют до сих пор именно швейные машинки 22 класса, потому что эти машинки отлично шьют толстые материалы и работают «мягче». Подробнее читайте в этой статье.
Все промышленные швейные машины разделяются на классы. Скажите специалисту класс и номер модификации швейной промышленной машины, и он не глядя на нее поймет, для чего предназначена эта машина, ее технические и эксплуатационные характеристики. Промышленная швейная машина челночного двухниточного стежка на базе швейной машины 22 класса — так расшифровывается аббревиатура 1022.
Промышленная швейная машина данного класса используется во многих ателье и мелких швейных производствах для пошива одежды из легких и костюмных тканей. Она почти бесшумно работает, очень быстрая, имеет роторного типа нитепритягиватель. В отличие от промышленной машинки 1022 класса, ее невозможно настроить на пошив толстых и грубых тканей.
Можно купить очень хороший оверлок, способный качественно и красиво обрабатывать края ткани, но у каждого оверлока есть свои ограничения по использованию. Оверлок 51 класса можно смело использовать при обметывании от тонких подкладочных тканей, до самых толстых джинсовых тканей. Универсальность, простота в использовании и надежность — это основные преимущества этой промышленной машины, тоже относится и к промышленным машинам 1022 и 22 класса.
Чтобы качественно сшивать меховые шкурки промышленная машина 1022 не подойдет. Требуется специальная машина, скорняжная машина. Самая распространенная и популярная модель — 10Б.
Швейная машина Текстима Textima 8332 (ГДР) является базовой машиной и выпускалась в 75 вариантах. Хотя эта промышленная машина морально устарела, в условиях небольшого ателье она вполне себя оправдывает. По сравнению с машинкой 1022 класса, у нее намного больше возможностей. К тому же, работает она почти бесшумно, а качество строчки безупречное.
Внешне машины 1022 М и 1022 очень похожи. Но есть одно, явное отличие, достаточно только взглянуть на поверхность платформы, чтобы сказать, какая перед нами машина. На платформе машины 1022 М, находится щуп, для осмотра, уровня масла в картере, расположенного под платформой. Вот ссылка Швейная машина 1022 М — ПМЗ и 1022 М — Орша, Белорусского производства.
На фото 1, швейная машина 1022 класса.
Фото 1.
Технические характеристики швейной машины 1022 класса
Машина предназначена для шитья тканей бельевой, костюмной и пальтовой групп из натуральных и искусственных волокон двух ниточным челночным стежком в одну строчку.
Число стежков в минуту — до 4000
Длина стежка — до 4,5 мм
Подъем нажимной лапки, не менее 8 мм
Наибольшая толщина сшиваемых материалов — не более 5 мм
Применяемые иглы: тип 3-И, № 90, 100, 110, 120,130
ГОСТ 7322-55. Применяемые нитки: хлопчатобумажные матовые в шесть сложений № 30-80 . ГОСТ 6309-73; шелковые № 65 ГОСТ 6797-70
Габаритные размеры платформы, мм: длина — 476, ширина — 178, длина — 520, ширина — 210, высота 360.
Габаритные размеры стола, мм: длина — 1060, ширина — 650, высота — 800-880
Вылет рукава, мм — 260
Электродвигатель: мощность, кВт — не более 0,25
Масса головки, кг — не более 27
Масса машины, кг — не более 95
Инструкция по эксплуатации швейной машины 1022 класса
швейная машина 1022 класса Маховик машины вращайте только в одну сторону — на работающего. Не допускайте работу машины при опущенной нажимной лапке, если под нее не подложена ткань. Не тяните ткань во время шитья, чтобы избежать изгибания и поломки иглы. Не допускайте работу машины при снятой фронтовой крышке 2 и ограждениях ремня и нитепритягивателя. Не допускайте работу машины, если шпулечный колпачок не зафиксирован защелкой на своем месте. Не нажимайте коленный рычаг при шитье. Удаляйте очесы и другие загрязнения, скапливающиеся на челночном устройстве, под игольной пластиной и между зубцами двигателя ткани. Регулярно добавляйте масло в резервуар до риски указателя уровня масла. Для смазки применяется масло И-18 А или И-20 А (старое название Веретёнка). Закончив работу, не забывайте поднять фитили из картера посредством стержня. Подбирайте иглы соответственно ниткам. швейная машина 1022 класса Рекомендуется применять игольную нитку правой скрутки.
На фото 2, кинематическое устройство машины 1022:
- Челнок.
- Рычаг, продвижения колодки.
- Центровые шпильки.
- Прижимная лапка.
- Стержень лапки.
- Нижняя втулка, стержня лапки.
- Верхний конец стержня лапки.
- Направляющий кронштейн, стержня лапки..
- Держатель нитенаправителя с крючком..
- Хомут со стягивающим винтом, стержня лапки.
- Рычаг подъёма стержня лапки, в ручную.
- Соединительное звено, горизонтального стержня коленоподъемник, с кронштейном хомута, стержня лапки.
- Направляющий стержень, давящий на стержень лапки.
- Нажимная пружина.
- Нажимной регулировочный винт, отвечающий за нажим лапки на материал.
- Верхний кронштейн нитепритягивателя.
- Нитепритягиватель.
- Отверстие для нити, в нитепритягивателе.
- Верхняя головка поводка.
- Кривошип.
- Поводок игловодителя
- Направляющий ролик.
- Хомут с зажимным винтом игловодителя.
- Направляющий кронштейн, поводка игловодителя.
- Стержень — игловодитель.
- Винт зажима иглы. Иглодержателя нет.
- Рейка, — транспортёрная колодка.
- Ролик.
- Кронштейн, отвечающий за высоту транспортёрной колодки.
- Вал перемещения, транспортёрной колодки.
- Вал челнока.
- Нет, пропущено!
- Возвратная — Пружина, для выполнения за крепки.
- Кулачок.
- Коромысло
- Вильчатый шатун.
- Тяга 2 передающая продвижение материалу.
- Тяга колено — подъёмника
- Главный вал
- Кронштейн колено — подъёмника.
- Верхняя головка шатуна, (Подъёма и опускания транспортёрной колодки)с игольчатым подшипником в нутри.
- Эксцентрик с игольчатым подшипником. Тяги 2. (транспортировки материала)
- Шестерня привода, челнока на главном валу.
- Маховое колесо.
- Верхняя шестерня вертикального вала, привода челнока.
- Шатун.
- Вертикальный вал, привода челнока.
- Зажимное колёсико, регулятора длины стежка.
- Нижняя шестерня, вертикального вала, на приводе челнока.
- Кронштейн за крепки. (обратный ход).
- Винт фиксации положения, кронштейна за крепки. (обратный ход).
- Фиксирующий винт, кронштейна, отвечающего за высоту транспортёрной колодки.
- Эксцентриковая втулка. Отвечает за продвижение материала.
Между пунктами 40 и 41, на главном валу, располагается червяк — так называется шестерня, которая включает в работу шпулемоталку!
Фото 2.

Общая настройка машины
.
На фото 3,
фронтальная часть, машины 1022.
Она состоит:
Пункт 15, нажимной кронштейн, нажимает на толкатель регулятора, натяжения, верхней нити, только, при подъёме рычага 8. Или при подъёме педалью, втулки 7.
- Хомут игловодителя. На хомуте винтик. Этот винтик отворачивают, только при настройке высоты иглы, относительно носика челнока.
- Стержень — Игловодитель
Фото 3.

Выставка стержня лапки, для всех классов машин.
Неисправности, встречающиеся при настройке машин, показаны на фото и 5
. И описан способ их устранения, в четыре этапа.
Не правильно выставлена лапка, по высоте:
На фото 4,
лапка поднята в верх. Игловодитель, опускается вниз и упирается в лапку.
Вот перечень деталей фронтальной части:
- Нажимной винт.
- Корпус — гайка, (в него, в неё) вкручивается, нажимной винт.
- Пружина.
- Кронштейн с винтиком 5.
- Винтик — для регулировки стержня лапки, по высоте.
- Стержень лапки.
Для данной выставки, это не важно, где втулки.
- Лапка.
- Стержень — игловодитель.
- Игольная пластина.
Устранение:
Первый Этап:
На фото 4,
№ 4 — на кронштейне с выступом, который опирается на лапкодержатель № 6. Опускаем винтик № 5
, на 1 — 2 полу оборота. При этом, стержень лапкодержателя, должен опустится в низ.
Если этого не произошло:
- Надо, на стержень лапкодержателя в районе цифры № 7, капнуть 2 капли масла И 18 или И 20 А (веретёнка).
- Проворачивая вокруг оси, стержень лапки, в пределах опущенной иглы, добиться, чтоб стержень лапки, опустился.
Если не вращается то:
- Взять стержень, диаметром 5 — 6 мм, длинной не менее 50 мм.
- Опустить в отверстие, нажимного винта Фото 5 № 1
).
- Слегка стукнуть, молоточком. После этого, стержень лапкодержателя, опустится сразу.
При условии, что винтик № 5, на кронштейне № 4, ослаблен.
Фото 4
.

На фото 5
, лапка опущена в низ. Но по высоте, не достаёт, до игольной пластины.
- Нажимной винт.
- Корпус, в него вкручивается, нажимной винт.
- Пружина.
- Кронштейн с винтиком 5.
- Винтик — для регулировки стержня лапки по высоте.
- Рычаг — подъёма стержня лапки.
- Стержень лапки.
- Нижняя часть корпуса. Иногда в нём, находится нижняя втулка.
Для данной темы, это не важно, где втулки.
- Лапка.
- Стержень игловодитель.
- Кронштейн с винтиком, на стержне игловодителя.
- Игольная пластина.
- Транспортёрная колодка.
Второй Этап Фото 6 и 7:
- Через нажимной винт № 1, (туда, куда вставляли стержень) капаем 1-2 капли масла — И 18 А или И 20 А (веретёнка)
- Опускаем в низ — Ручку подъёма № 6, стержня лапкодержателя № 7.
- Итак, лапка легла, на игольную пластину, всей нижней плоскостью. Фото 6.
- Проворачиваем лапку, относительно иглы, так, чтобы между лыской иглы, (слева) до внутренней части лапки, расстояние было, в два — три раза больше, чем, между длинным шлицом и внутренним краем лапки (справа). Ну и так, чтобы на глаз, она подавала материал ровно, относительно пазов — транспортёрной колодки.
Фото 5
.

Третий Этап.
Фото 6
.
Иногда бывает, на сильно грязной машине, что кронштейн № 4 зависает в воздухе, при опущенной лапке.
Устранение:
- Винтик № 5, ослаблен.
- Этим же штырём, по которому били, наставляем на верх кронштейна № 4. И слегка ударяем молоточком.
- От такого действия, кронштейн № 4, опустится на кронштейн № 6, очистив стержень лапки, от грязи.
- На это зачищенное место, капнуть 1- 2 капли масла.
- Приподымаем ручку подъёма, № 6, на 2 — 3 мм. При этом — кронштейн № 4, также подымется на эту величину.
- Удерживая ручку подъёма, № 6, в таком положении, затягиваем винтик № 5, на кронштейне № 4.
Четвёртый этап, обычно единственный, на чистой машине:
На фото 6
, положение лапки, относительно иглы. На машинах, только с прямой строчкой.
И для машин с зигзагом, при работе прямой строчкой.
- Игловодитель.
- Иглодержатель.
- Лапка.
- Игла.
- Игольная пластина.
- Транспортёрная колодка.
Востановление работоспособности, нажимного винта.
Настройку делаем, по фото 5 и 6.
- Выворачиваем винт, нажима на пружину фото 5
№1, полностью.
Под винтом, обычно находится шайба!
- Пружину № 3, с шайбой, вытаскиваем вверх, растягиваем её на 1/3 её длины.
- Одеваем пружину назад, на стержень — лапки, одеваем шайбу и закручиваем винт № 1, полностью.
- И снова — откручиваем винт, на половину, длины, резьбы. Возвращая этой операцией, пружине жёсткость.
- Стержень лапки, ручкой подъёма № 6, опускаем вниз. Подошва лапки, должна лечь, на поверхность игольной пластины. Для этого, провернув маховое колесо на себя, транспортерная колодка (верх зубьев) должна опустится, ниже игольной пластины.
- В таком положении, выкручиваем, винтик № 5, на кронштейне № 4.
- Проворачивая стержень лапки, вокруг оси, выставляем лапку, относительно иглы. 2/3 свободной части, прорези лапки, должно быть, со стороны лыски иглы.
- Приподымаем, рычагом № 6, на 2-3 мм, кронштейн № 4. Лапку удерживаем на игольной пластине. Закручиваем винтик № 5. Этим действием, мы устранили такую неполадку, как переход с тонкого материала, на толстый. Если не делать этой операции то при перескоке, будет под под петливать, верхняя нить, с низу материала.
Фото 6
.

На фото 2, на главном валу, между тягами № 42 и № 43, находится эксцентриковая втулка, она входит под тягу № 43. На этой эксцентриковой втулке, два винтика. Бывает они ослабляются, и положение на главном валу её, сбивается.
Настройка Эксцентриковой втулки, на фото 2
№ 55:
Случается, на всех швейных машинах, откручиваются из — за вибрации, винтики крепления Эксцентриковой втулки. Начинается такое, расписано, по этапам проворота:
- во время шитья, материал стягивает. Начальная стадия.
- То перестаёт продвигать. Развернулась на 180 градусов.
Круг 360 градусов. - Игла топчется на месте. То длина стежка 4 мм, то 1 мм. Это она, уже совсем, живёт своей жизнью, и самопроизвольно проворачивается.
Проверка:
Вращая маховое колесо, опускаем стержень игловодителя в самую нижнюю точку. При этом, транспортёрная колодка, также должна опустится, ниже игольной пластины, в самую нижнюю точку. (правильная работа). Если у вас не так, то эта настройка для вас.
Подготовка к настройке:
- Поднять лапку.
- Снять иглу.
- Вынуть материал.
- Вытащить верхнюю нить.
- Рычаг — регулятор — длины стежка, поставить в положение: максимально от себя.
- Проворачивая маховое колесо, рукой на себя, следим за действиями иглы и транспортёрной колодки.
При этом, транспортёрная колодка, также должна подняться, выше игольной пластины, в самую верхнюю точку. Если этого не произошло то:
Настройка:
- Сильнее ослабляем винтики, крепления, Эксцентриковой втулки.
- Вращая маховое колесо, подымаем стержень игловодителя, в самую верхнюю точку.
- Придерживая маховое колесо от проворота! Проворачиваем Эксцентриковую втулку, в вилке, вокруг главного, коленчатого вала. Так, чтобы — верх зубьев, транспортёрной колодки, поднялся выше, игольной пластины, в самое своё верхнее положение. Когда ещё чуть-чуть и они начнут, опускаться.
- Вот в таком положении, зажать винтики крепления, на Эксцентриковой втулке.
Практически это делается так:
- Один винтик, вывернуть полностью. Вместо этого винтика, ввернуть шпильку, или длиннее винт. И использовать этот винт, как рычаг, для проворота эксцентриковой втулки, вокруг оси, главного вала.
- Как только выставили, полу открученный винтик, закрутить! Провернуть маховое колесо, и заменить, ввёрнутую нами шпильку, на винт!
Проверка, правильная работа:
Вращая маховое колесо, Подымаем стержень игловодителя, в самую верхнюю точку. При этом, транспортёрная колодка, также должна подняться, выше игольной пластины, в самую верхнюю точку. Как только игловодитель, начинает опускаться, так и транспортёрная колодка, также начинает опускаться.
Регулировки, транспортёрной колодки.
Регулировки, транспортёрной колодки, производится относительно верха, игольной пластины.
Настройка первая:
Порядок действий, при выставке, транспортёрной колодки на продвижение материала.
- С установленной игольной пластиной, положить машину на заднюю часть рукава, как на фото 7.
- Регулятор длины стежка, поставить на ноль.
- Поджать гайкой.
- Маховым колесом, поднять игловодитель вверх. Транспортёрная колодка, также примет верхнее положение. Если нет. То у вас сбился эксцентрик на главном валу. Сначала выставите его.
- По фото 7,
Ослабить винт № 20. Он под отвёртку
- Провернуть вал — кронштейн № 21, передающий движение транспортёрной колодке, на продвижение материала. Чтоб транспортёрная колодка, встала в середине пазов, игольной пластины.
- В таком положении винт № 14, зажать.
Настройка вторая.
Машина шьёт в перёд, а назад, топчется на месте.
Настройка, по фото 7.
- Верхнюю нить, вытащить из иглы.
- Иглу, игловодителем, поднять в верх, но так, чтоб, нитепритягиватель, только начал свой подъем, в верх!
- На фото 7,
рамка 15, стоит на самую большую длину стежка. В 5 мм. - При нажиме, на рычаг, длины стежка, в низ до упора. Рамка 15, должна опустится в низ.
- Если этого не происходит. Нужно вращать ось № 12, натягивая этим действием, пружину № 13. Но предварительно, ослабив винт № 14.
- Натянули, винт зажали. Проверили закрепку. Мало ещё натягиваем. До тех пор, пока рычаг заднего хода, не начнёт самостоятельно возвращаться, в положение — вперёд 5 мм.
Настройка третья.
Порядок действий, при выставке, транспортёрной колодки, по высоте:
- С установленной игольной пластиной, положить машину, на заднюю часть рукава, как на фото 8.
- Маховым колесом, поднять игловодитель вверх. При этом, транспортёрная колодка, встанет в середину пазов, игольной пластины. В таком положении:
- На кронштейне № 3 ослабить винт № 4.
- Нажав на кронштейн № 3. Верх зубьев, транспортёрной колодки, подымется вверх на максимальную, свою высоту.
- Но для шитья тонких тканей, верх зубьев, должен возвышаться, над игольной пластиной, не более 1 — 1, 2 мм.
- Для шитья грубых материалов. (Кожа) 1,5 — 1,8 мм.
- Выставите, нужную вам высоту зубов, под тот материал, который будете шить.
- В таком положении, винт на кронштейне 2, зажать.
На фото 8,
показан низ машины правая сторона.
- Отверстие, доступа к винту, на кронштейне 3.
- Вал-кронштейн, передающий движение транспортёрной колодке вверх и вниз.
- Кронштейн, на нём винт, головка винта, направлена к отверстию 1. К кронштейну крепится тяга № 4.
- Тяга. На фото 2,
она соединяется с эксцентриковой втулкой под № 42.
- Стопорный винт конусного пальца. Он служит упором валу № 2.
- Конусный палец. Он служит упором валу № 2.
- Вал челнока.
- Правая втулка на валу челнока.
- Стопорный винт правой втулки.
- Кожух — картер в нём солидол, и две шестерни одна на валу челнока, вторая — нижняя шестерня, вертикального вала.
- Винт соединяет две половинки кожуха — картера.
- Стержень.
- Возвратная пружина, Это она возвращает ручку длины стежка, после нажатия на задний ход в исходное положение.
- Фиксаторный винт, оси 12.
- Рамка заднего хода.
- Правый фиксаторный винт, оси 12.
- Выступающая часть оси 12.
- Конусный упор. Кронштейна 21.
- Фиксатор конусного упора 18.
- Винт на кронштейне. К этому кронштейну, присоединена тяга, она отвечает за передачу движения, транспортёрной колодке, на передвижение материала.
- Вал — кронштейн, отвечает за передачу движения, транспортёрной колодке, на передвижение материала.
- Шплинт. Он предохраняет от свободного соскакивания пружины со стержня подъёма лапки, от педали.
- Пружина на стержне, подъёма лапки, от педали.
- Стержень, подъёма лапки, от педали.
Фото 7.

На фото 8,
показан низ машины, левая сторона. Трубочка подающая масло, оборвана. Надо менять. Вот перечень деталей:
- Конусный палец.
- Кронштейн передающий движение, от вала — кронштейна № 5, на камень или «сухарь» № 6. Это движение, подъём и опускание, транспортёрной колодки, во время продвижения материала..
- Стопорный винт, положения кронштейна № 3.
- Вал — кронштейн, передающий движение транспортёрной колодке, вверх и вниз. На Фото 7
он под № 2.
- Камень или сухарь. (Металлический кубик). Вставляется в вилку№ 7, кронштейна № 19.
- Вилка.
- На кронштейн № 19, крепится транспортёрная колодка
. - Винт крепления, установочного пальца.
- Челнок.
- Левая втулка, на валу челнока.
- Штуцер, — посадочное место, масляной трубки.
- Винт крепления, левой втулки, на валу челнока.
- Дистанционная, упорная втулка, с двумя винтиками.
- Вал челнока. На фото 7
он под № 7.
- Конусный палец.
- Стопорный винт, конусного пальца.
- Левый прилив, на валу- кронштейне № 21.
- Кронштейн на нём установлена транспортёрная колодка, Этот кронштейн отвечает за продвижение материала.
- Правый прилив, на валу- кронштейне № 21.
- Вал- кронштейн, Этот вал — кронштейн, отвечает, за продвижение материала.На фото 7
он под № 21
В приливах — конусные пальцы. На приливах, винты стопорящие, эти конусные пальцы.
Фото 8.

На фото 9,
три игольных пластины:
- Игольная пластина, с транспортёрной колодкой 22 класса.
- Игольная пластина, с транспортёрной колодкой 1022 класса.
- Игольная пластина, с транспортёрной колодкой 1022 М класса
Игольные пластины машин 1022 и 1022 М
не чем не отличаются, они взаимозаменяемы.
Фото 9.

На фото 10,
игловодитель машины 22 класса. Диаметр стержня- 6,2 мм
Фото 10.

На фото 11,
игловодитель 1022 класса. Диаметр стержня — 6,5 мм.
- Проточка для проволочного нитенаправителя.
- Паз, под нитенаправитель.
- Смотровое отверстие, для контроля — упора ампулы иглы.
Фото 11.

Такой же иглодержатель, у машины 1022 М класса,
только диаметр стержня — 7 мм.
Основной настройкой — считается выставка челнока.
Для выставки челнока, снимаем с машины:
- Игольную пластину.
- Откручиваем и убираем в сторону, транспортёрную колодку.
- Кладём машину, на заднюю стенку.
На фото 12,
машина на задней стенке, вид валов снизу:
- Вал перемещения транспортёрной колодки.
- Вал челнока.
- Вал перемещения, транспортёрной колодки. По высоте.
- Механизм, заднего хода, — закрепка.
- Винт на кронштейне, для выставки транспортерной колодки по высоте, относительно игольной пластины.
- Картер с шестернями. Нижней шестернёй вертикального вала и правой — вала челнока.
- Челнок.
Фото 12.

Чтобы был у машины лёгкий ход, нам надо выставить валы — кронштейны, с осевым зазором 0,1 мм. И зазор между втулкой и шестерней 0.1 мм, на валу челнока, между правой шестерней и правой втулкой. Внешне, сдвиг влево и вправо, не виден на глаз, но ощущение сдвига есть. Это и есть зазор 0,1мм.
На фото 13,
цифрами показаны, детали механизма, привода челнока:
- Главный вал.
- Шестерня на главном валу.
- Верхняя шестерня, на вертикальном валу.
- Втулка — верхняя, на вертикальном валу.
- Винт стопор, верхней втулки, на вертикальном валу.
- Вертикальный вал.
- Винт стопор, нижней втулки, на вертикальном валу.
- Втулка — нижняя, на вертикальном валу.
- Нижняя шестерня, на вертикальном валу.
- Правая шестерня на валу челнока.
- Винт стопор, правой втулки, на валу челнока.
- Правая втулка, на валу челнока.
- Вал челнока.
- Втулка, ограничивающая горизонтальное смещение челнока.
- Стопорный винт, втулки, ограничивающей горизонтальное смещение челнока.
- Посадочное место челнока.
- Посадочное место, подшпульника челнока.
Фото 13.

На фото 14,
эскиз, вот так выглядит вертикальный вал, машины 22 класса
по внешнему виду валы 22 и 1022 одинаковы.
- Вертикальный вал.
- Одна из двух, одинаковых шестерён. Конусных, с изогнутым зубом. С маркировкой ПМЗ 754 и ПМЗ 868. Номера и размеры, выписал при разборке машины.
- Форма зуба, полу круг.
- Два тупых винтика, для вкручивания в шлици, вертикального вала.
- В комплект, входят ещё два винта, М 6 х 0,6 но с острым концом. Не показаны.
Фото 14.

Выставив шестерни и втулки, давайте ознакомимся с устройством челнока
На фото 15,
изображён челнок, он состоит из:
- Винтик пружинки шпульного колпачка.
- Второй винтик, пружинки шпульного колпачка.
- Пружинка шпульного колпачка.
- Защёлка шпульного колпачка.
- Посадочная ось шпульного колпачка, в шпульнике.
- Посадочное место, в подшпульнике, для установочного пальца.
- Поясок под шпульника.
- Технологические отверстия.
- Винтик нитепредохранителя.
- Нитепредохранитель. Я называю пластина «ласточкин хвост».
- Посадочное место,пояска подшпульника.
- Посадочное место нитепредохранителя.
- Винтики, их 3 штуки, крепления челнока, к валу челнока.
- Винтики, их 3 штуки, крепления накладной пластинки.
- Накладная пластинка.
- Большое, технологическое отверстие в челноке.
- Носик челнока.
- Нитезахватная прорезь, в пояске подшпульника.
- Установочный палец. Фото 6.
- Винт крепления установочного пальца к корпусу машины.
- Пластина корпус установочного пальца.
- Полуотверстие, для фиксации, защёлки, шпульного колпачка.
- Нитенаправитель подшпульника.
- Шпулька. Шпуля.
- Отверстие, для вставки нижней нити. Но есть, не на всех колпачках.
- Штифтовая ось, защёлки шпульного колпачка.
- Кулачок, ручки-защёлки.
- Накладная пластина, шпульного колпачка.
- Фиксаторный винтик, накладной пластины. Предназначен для ограничения хода, накладной пластины.
- Замок, накладной пластины.
- Язык, накладной пластины.
- Ручка — защёлка.
- Пружинка, в которую упирается язык, накладной пластины.
- Прорезь под замок, в шпульном колпачке.
- Посадочное место пружинки, в шпульном колпачке.
- Ограничительное отверстие, под кулачок, ручки-защёлки.
Фото 15.

На фото 16,
челноки. У всех челноков, диаметр наружный 34,5 мм:
- Челнок 22 класса.
- Челнок 1022, первый выпуск машин.
- Челнок 1022 М класса.
Фото 16.

На фото 17,
отличия челноков:
- Челнок 22 класса.
- Челнок 1022, первый выпуск машин. Крючок напаен, частным образом, на шпульный колпачок. Челнок — разукомплектован.
- Челнок 1022, последующие выпуски.
- Челнок 1022 М класса. Отверстие в шпульном колпачке, под пружинку, из нутри колпачка.
Буквами обозначены, полу отверстия, на подшпульнике. Под шпульники те же самые, но в них, дополнительно изготовили полу отверстия, под машины 1022 и 1022 М.
Фото 17.

На фото 18,
установочные пальцы с машин 1022 и 1022 М.
- Установочный палец машины 1022.
- Спилен хвостовик, для лучшего сброса нити, но палец, от машины 1022 М.
Фото 18.

На фото 19,
Установочные пальцы, вид с верху.
- Установочный палец машины 1022, новый.
- Спилен хвостовик, но палец от машины 1022 М.
- Спилен хвостовик, но палец от машины 1022 М.
Фото 19.

На фото 20,
челнок машины 22 класса. Его посадочное место — 7, 2 мм. Максимальный наружный диаметр — 34,5 мм. Максимальная длина челнока 26,5 мм.
Челноки промышленных машин 1022 и 1022 М также имеет наружный максимальный диаметр 34,5 мм. А вот диаметр, посадочного места — 8, 2 мм. Максимальная длина, всех трёх, челноков по 26,5 мм.
Фото 20.

При осмотре машины, особое внимание, уделяется челноку. Вот несколько основных причин из — за которых, необходимо снять челнок:
- Если сбит, носик челнока.
На ощуп, он должен быть острым, как игла.
- Побита пластина Ласточкин хвост. Идут обрывы и перетирание верхней нити.
- Поломка челнока. Любой его части.
- Провернулся челнок.
Подготовка к съёму челнока:
- Снять ремень привода, с махового колеса.
- Снять игольную пластину.
- Снять транспортёрную колодку.
- Вынуть шпульный колпачок.
- Вынуть верхнюю нить из иглы и нитепритягивателя.
- Откинуть машину на петлях на заднюю стенку рукава.
На откинутой машине:
- Выкрутить винт крепления, установочного пальца.
- Вытащить установочный палец.
- Ослабить винтики, на посадочном месте челнока.
- Стянуть челнок, с вала челнока.
- Выкрутить полностью винтики, фото 15 № 14
или фото 21,на челноке.
- Проворачивая подшпульник, вытащить его в верх.
На фото 21,
разобранный челнок.
Фото 21.

Заточка носика.
На фото 22, заточка носика, челнока.
Красными линиями показана плоскость, которую нужно точить, при затуплении носика, челнока.
Тупой носик, это пропуски стежков! Точить с верху и с снаружи, нельзя! Иначе челнок, надо будет выбросить!
Фото 22.

На фото 23
, нитенаправительная пластина, челнока или «Ласточкин хвост».
Провернули маховое колесо от работающего, на этой пластинке будет — зазубринка. Сломалась игла, — зазубринка. Заклинило челнок — зазубринка. Красными черточками, показаны места, где образуются — зазубринки. Если на этом ребре, есть хотя бы, одна зазубрина, машина будет рвать верхнюю нить, даже при шитье, тонкой ткани.
Фото 23.

Метод устранения.
При появлении хоть одной зазубрины, необходимо снять слой метала, по всей длине, этого ребра, на глубину зазубрины. Затем пройтись полировочной наждачной бумагой, а ещё лучше, отполировать, на войлочном круге. По месту появления зазубрины, опытный механик, сразу скажет, что произошло с машинкой.
Обратите внимание, на фото 29,
на положение установочного пальца! Зазор между подшпульником и установочным пальцем, должен быть не менее, 0,8 мм! Если меньше, будут обрывы верхней нити! И палец, должен возвышаться над верхом подшпульника, на 1 мм! Если верх установочного пальца, будет вровень с верхом подшпульника, будет петлять, на материале, снизу. И верхняя нитка не будет регулироваться, регулятором верхней нити. Но при сильном сжатии тарелочек, будет просто обрываться. Установочный палец, можно гнуть, на 1 — 2 мм, в ту или другую сторону! Вверх и вниз, так же, не более 1 мм.
Выставка челнока.
- Ослабляем винты крепления челнока, к оси вала, челнока. Фото 15 № 13.
- Вставляем иглу в игловодитель, вверх до упора. Зажимаем винт. Контрольное положение на фото фото 27
.
- Медленно вращая, маховое колесо, опускаем иглу. По фото 24
.
Первое условие — по фото 24.
- Устанавливаю в зацепление с подшпульником установочный палец.
- Придерживая челнок, на оси челнока, вращаем медленно, маховое колесо.
Игла, должна опускаться вровень, или + 1 мм, с окончанием — «ласточкиного хвоста».
- В таком положении, чуть сильнее, прикручиваем один из винтиков, крепления челнока, к валу челнока.
- Проворачиваем медленно, маховое колесо, следим за челноком.
На фото 24,
правильное вхождение иглы, в челнок. Продолжаем медленно вращать маховое колесо.
Если у вас при опускании иглы, остриё иглы, встало вровень с верхней плоскостью челнока, но расстояние не такое, как на фото 24, между концом «ласточкиного хвоста» и иглой, Необходимо под править!
Фото 24.

На фото 25, игла опускается не правильно!
Челнок надо провернуть, вокруг оси. Что бы было, как на фото 24.
При про вороте челнока, игла, должна остаться, в этом же положении! Что и на фото 24.
Прокручиваем только челнок, вокруг вала челнока. А чтоб игла, не сдвинулась по высоте, удерживаем маховое колесо, от проворота.
Фото 25.

Продолжаем медленно вращать маховое колесо.
На фото 26,
игла опустилась в нижнюю точку ноль. Игла установлена не правильно!
Она развёрнута, чуть в право. Носик челнока, при пересечении с лыской иглы, будет бить в иглу, и притупляться. От такой установки иглы, через 10 минут работы, появятся пропуски стежка. Разверните иглу правильно!
Как на фото 27.
И продолжим медленно, вращать маховое колесо.
Фото 26.

На фото 27,
игла в нижней точке ноль. Середина отверстия иглы, пересекает, низ подшпульника — правильная установка иглы. В вертикальной и в горизонтальной, плоскостях. Продолжаем медленно, вращать маховое колесо.
Поверните иглу в иглодержателе. Если игла, опущена ниже, или стоит выше, при подымите или опустите игловодитель! Фото 3 № 16.
Контрольным ориентиром, является середина лыски иглы, при пересечении с кончиком, носика челнока. Фото 28.
Фото 27.

На фото 28,
пересечение носика челнока, с серединой лыски иглы. Игла, поднялась из нижнего ноля на 1,5 — 1,8 мм. Вид на челнок, со стороны лыски иглы. Главными деталями, на этом фото, являются — носик челнока и игла.
И абсолютно не важно, к какому валу челнока, они прикручены. Данное фото, от машины Лада 237 — 1
. Но челноки и настройка их, одинаковая.
- Середина, лыски иглы, пересекается, носиком челнока.
- В таком положении, зажимаю, все винтики, крепления челнока, к валу челнока.
Фото 28.
![]()
На фото 29, пересечение носика челнока, с серединой лыски иглы, 1022 класса.
Как видим по этому фото, игла из нижнего ноля, поднялась на 1, 8 — 2 мм.
Зазор между лыской иглы и плоскостью носика, челнока, должен быть 0,1 мм.
Будет больше — будут пропуски. Будет меньше — будет, поломка иглы.
Нельзя, во время шитья, тянуть материал руками. От этого увеличивается зазор, между иглой и носиком челнока!
В этот зазор, между пазом подшпульника и плоскостью установочного пальца, должна проходить, свободно нить, в 4 сложения. Если заедает, нужно ставить, тоньше, верхнюю нить.
Установочный палец, над верхней точкой подшпульника, должен возвышаться, на 1 мм!
Будет выше пострадает ласточкин хвост — Нитепредохранитель. На фото 15
под № 10.
В таком положении, поджимаем винтики, на крепление челнока, к челночному валу.
Фото 29.

На фото 30,
провернув маховое колесо на себя, виден выход иглы, с поверхности челнока. Угол пластины, сразу за иглой. Правильное положение.
Игла на выходе с поверхности челнока!
Контрольное положение, правильности установки, на фото 30.
Игла из нижнего ноля, подымается вверх. По этому фото, можно всегда, определить правильность установки челнока! Выступ пластины с «ласточкиным хвостом», вровень с кончиком иглы!
Фото 30.

Чтобы челнок не имел осевого люфта. На валу челнока. Правую втулку, фото 8 № 11,
подбиваем к посадочному месту челнока. Но без на тяга!
Предварительно ослабив винт № 13 и винтики на дистанционной втулке № 14. После того, как сдвинули втулку № 11, и зажали её винтом проверьте:
- Ход машины, он должен быть лёгким. Если ход стал тугим. Нужно чуть ослабить винтик № 13.
- Зазоры в челночном устройстве, начиная с фото 24
.
- Впритык к левой втулке № 11, придвиньте дистанционную шайбу № 14.
- Осевой люфт, вала челнока. Должен быть не более 0,1 мм. Если у вас, вал челнока, ходит больше чем 0,1 мм,то начните выставку, с фото 12.
Шпулемоталка.
На фото 31; 32; и 33
шпулемоталка. 1022 и 1022 М классов. Моталка для намотки нитки на шпульку. В машине 1022 и 1022 М шпулемоталка, для намотки нитки на шпульку вмонтирована в рукав машины. Фото 1.
Приводится в движение червяком, (на фото 2
примечание), закрепленным двумя винтами, на главном валу 1.
Принцип работы шпулемоталки:
Корпус моталки, вставлен в отверстие рукава машины и закреплен двумя винтами.
Ось, проходит внутри подвижной втулки. На заднем конце оси, гайкой, через гроверную шайбу, закрепляется червячное колесо.
К торцевой поверхности корпуса, шпулемоталки прикрепляются два кольца, причем во внутреннее кольцо, упирается пружина,
ее передний конец нажимает на выступ подвижной втулки, стремясь переместить ее к работающему.
На фото 31.
шпулемоталка машин 1022 и 1022 М классов.
Вид с зади.
Фото 31.

На фото 32,
шпулемоталка. 1022 и 1022 М классов.
Вид с боку.
Фото 32.
![]()
На фото 33,
шпулемоталка. 1022 и 1022 М классов.
Вид с переди.
Фото 33.

На фото 34,
эскиз внутренних деталей шпулемоталки. Так-как ось,часто выходит из строя, привожу здесь эскиз, для изготовления из Ст-45 Х. С последующей закалкой и шлифовкой. Даны конечные, чистовые размеры, снятые штангенциркулем. Толщина червячного колеса — 4 мм. И расстояние между вершинами 4 мм. Наружный диаметр, червячного колеса — 17 мм, внутренний диаметр — 4,95 мм.
Фото 34.

Регулятор натяжения верхней нити.
На фото 35.
Устройство регулятора натяжения верхней нити, состоит:
- Зажимной винтик на основании.
- Корпус основания.
- Компенсационная пружинка.
- Стержень — толкатель.
- Ось, регулятора верхней нити.
- Тарелочка.
- Тарелочка.
- Шайба с перемычкой.
- Конусная пружина.
- Регулировочная нажимная гайка.
Фото 35.

На фото 36,
регулятор, натяжения верхней нити, в сборе.
Фото 36.

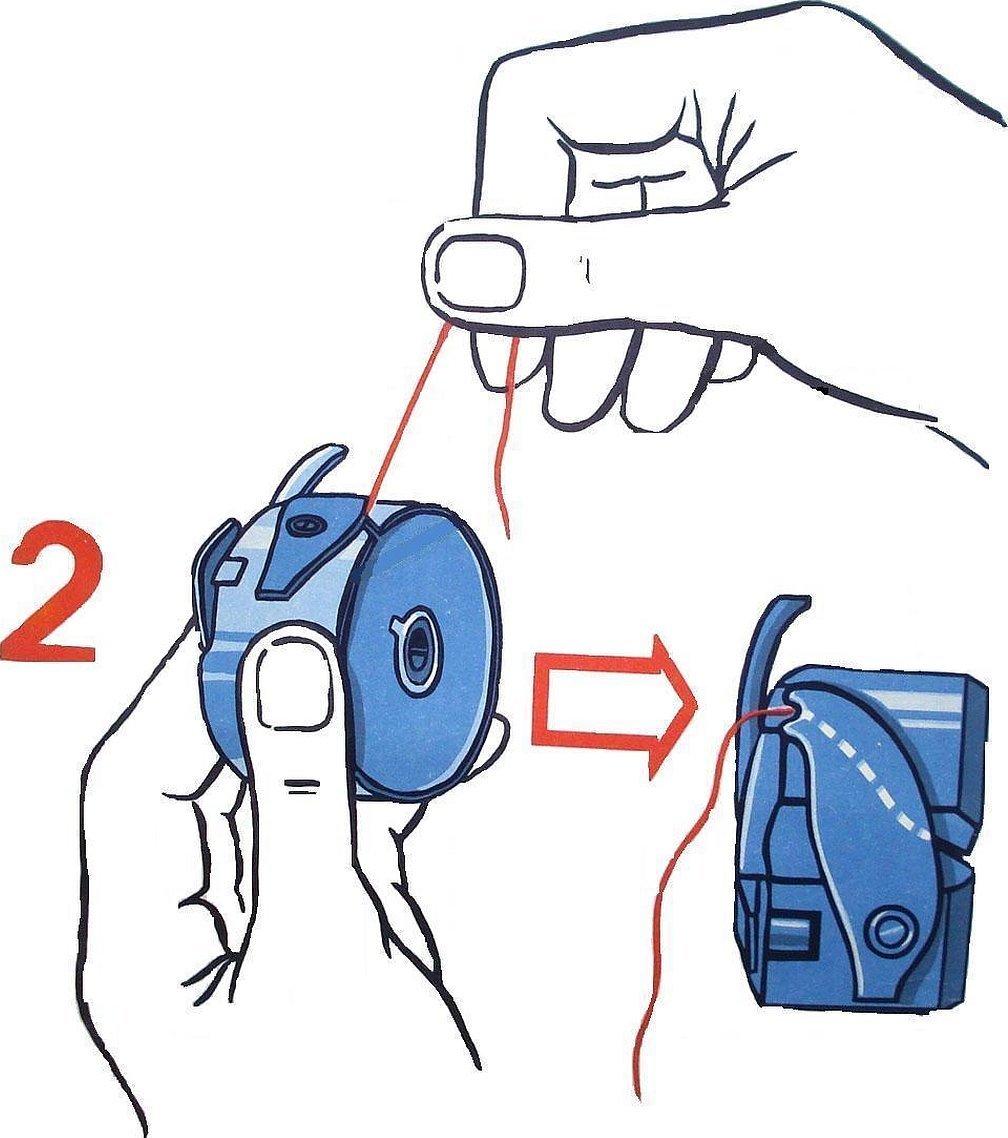
На фото 37
, показано, как правильно, нужно устанавливать шпульку, в колпачок.
Вот, на что, надо обратить внимание:

Инструкция К Швейной Машине 1022 Класса
Оверлокибу швейная машина 1022 кл, инструкция к швейной машине union нитки производите согласно инструкции к швейной машине 1022 класса.
- Предлагаем краткую инструкцию по эксплуатации, устройству и ремонту промышленной машины 1022 класса.
- Промышленные швейные машины 22 и 1022 класса. вам краткое описание устройства промышленных швейных машин 22, 1022, 97 класса. Для чего.
- Если у вас есть швейная машина 22 класса или 1022 класса, то эта статья будет вам вместо инструкции по эксплуатации.
- Швейная машина 1022М, 22 класса, мой обзор. не мешало бы узнать как называются детали машины, чтобы не было такого-«эта.
- Если вы используете промышленные швейные машины 1022, 22 класса, Поэтому, даже настроив машину, как написано в инструкции, порой в.
Вот это да! Неужели не у кого нет описания этой машины? Еще вопрос, какое масло нужно в неё заливать и сколько? С уважением.

Промышленные прямострочные швейные машины 22, 1022, 97 класса, Текстима. Заправка ниток должна производиться строго по инструкции.
Машина швейная ремесленная 1022 МЗР «ВIКА». (djvu). от 0leg- Каталог деталей швейной машины класса 1-А семейного типа, 1963 год Скриншот.

На нашем сайте вы найдете много информации о том, как устроены швейные промышленные машины, в том числе и швейная машина 1022 класса. Много дано советов, как самостоятельно выполнить мелкий ремонт, настроить швейные промышленные машины. Но невозможно, в пределах одной статьи, дать всю информация об устройстве и технических характеристиках швейных машин.
Промышленные швейные машины 22 класса и 1022 класс используются во многих ателье и мелких производственных швейных цехах. Устройство, регулировка и настройка этих швейных машин практически одинаковое. И, кроме того, во многом аналогично другим моделям прямострочных промышленных машин челночного стежка, в том числе и бытовых швейных машин. Если вам приходится ремонтировать и настраивать швейную машинку своими руками, в первую очередь используйте материал этой статьи. В ней рассматриваются основные параметры настройки петлеобразования любых швейных машин челночного стежка, в том числе и выполняющих строчку зигзаг. В других статья сайта вы сможете найти дополнительную информацию о ремонте и регулировке бытовых швейных машин, таких как Чайка, швейная машинка Подольск, Зингер, Веритас и др. В этой статье мы также предлагаем вам краткое описание устройства промышленных швейных машин 22, 1022, 97 класса. Для чего они предназначены, в чем их главное отличие и преимущества. Несмотря на обилие в магазинах швейной профессиональной техники, многие до сих пор используют старые промышленные швейные машинки 22 и 1022 класса. Несмотря на то, что швейная машина 22 класса ровесница пенсионерам, она применяется до сих пор не только любителями, но и профессионалами в мелких швейных предприятиях. Одна из причин, вероятно в том, что купить новую универсальную промышленную швейную машину не всегда есть возможность, а швейная машинка 22 класса хотя и морально устарела, но по многим параметрам не уступает современным. Главное ее достоинство в том, что это универсальная и надежная машина. Хорошо настроенная швейная машина 22 класса качественно шьет любую ткань, в том числе и кожу. Конечно, вид у этих машин достаточно потрепанный, ведь они много трудились не один десяток лет. Но, для мелких швейных ателье, не имеющих достаточных финансов купить современную швейную технику, б/у швейная машина 22 класса иногда просто единственный выход. 2. Швейная машина 1022 класса — это современная модификация 22 класса Швейная машина класса 1022 — это более современная модификация машинки 22 класс. У нее более современный вид, на корпусе установлено автоматическое устройство намотки нитки. Намного удобнее сделан рычаг обратного хода (закрепки), используется другая конструкция регулятора длины стежка. Предусмотрена автоматическая смазка и др. Однако, предыдущая модель швейной машины 22 класса сделана все же удачней. Причин тому несколько, главная из которых состоит в том, что на главном валу у нее используются втулки, а не подшипники. Именно поэтому она менее шумная в работе. Эксплуатация швейной машины 1022 класса сопровождается характерным шумом, а на больших оборотах шум становится достаточно заметным. А вот 22 класс, при условии, что нет больших зазоров в узлах, работает мягко и значительно тише. В остальном же, машины эти практически ничем не отличаются. Просты в эксплуатации и настройке, выдерживает большие нагрузки и до сих пор являются надежным помощником ателье и мелких швейных производств. 3. Швейная машина 97 класса имеет похожие настройки Швейная машина 97 класса предназначена для пошива легких костюмных тканей в условиях фабричного пошива на высокой скорости. Именно поэтому у нее используется автоматическая смазка узлов и механизмов и вместо фитилей (1022 класс) работает масляный насос. А стеклянное «окошко» на корпусе позволяет контролировать давление масла, в которое при сильных оборотах «бьет» струя масла. Важной особенностью данной машинки является роторный тип нитепритягивателя и использование в конструкции машинки ременной передачи, связывающей движение верхнего (главного) и нижнего вала. Именно поэтому швейная машина 97 класса работает почти бесшумно. Для ателье, а также швей, работающих дома эта машина подходит идеально. Она качественно шьет любые ткани, в том числе и трикотажные. Единственный ее «минус» в том, что она не сможет шить слишком толстые и грубые ткани, в том числе и кожу. Для этого больше подойдут швейные машины 22 и 1022 класса. Еще одно отличие в том, что диаметр внутреннего отверстия челночного хода швейной машинки 97 класса несколько отличается и поэтому челночное устройство 22 класса не подойдет, зато шпульный колпачок у всех этих машин взаимозаменяемый. Если в вашем ателье или даже дома вы используете промышленную швейную машину 97 класса, то этот материал, возможно, поможет вам самостоятельно отрегулировать и выполнить мелкий ремонт, не прибегая к услугам мастера. Тем более, что не у всех есть такая возможность, поскольку не везде уже есть такой мастер. Следует отметить, что при выполнении некоторых настроек требуется опыт, а не только знания. Но, начните ремонтировать самостоятельно и опыт появится. 4. При подъеме иглы на 2 мм носик челнока захватывает нитку Принцип петлеобразования и взаимодействия иглы с челночным механизмом у этих машин одинаковый, поэтому мы будет использовать в качестве примера только промышленную машину 22 класса. У швейной машины 22 класса челнок вращающегося типа, то есть, он всегда вращается по кругу и только в одну сторону. В профессиональном лексиконе его называют челноком двойного облегания, поскольку для полного формирования стежка он должен сделать два оборота. На это момент следует сразу обратить внимание, прежде чем выполнять регулировку. Крайнее нижнее положение иглы — это первый и важный параметр, с которого нужно начинать настройку швейной машины. Верхняя нитка, заправленная в ушко иглы, прокалывает материал и опускается вместе с ней в крайнее нижнее положение. При подъеме иглы на 1,8 — 2,0 мм образуется (из игольной нитки) небольшая петля, которую захватывает носик челнока. Игла продолжает движение вверх, а захваченная челноком петля обводится вокруг шпульного колпачка. Для полного формирования и затяжки стежка, челнок совершает еще один «холостой» оборот. Таков цикл образования челночного стежка двойного облегания. Примерно по такому же принципу работают и бытовые швейные машины с горизонтальным вращающимся челноком не только прямострочные, но и полного зигзага. Но в отличие от прямострочных машин, для машин выполняющих строчку зигзаг нужно настраивать еще два параметра. А именно, положение носика при левом и правом уколе иглы. См. Швейная машинка Чайка. 5. Момент встречи иглы с носиком челнока Момент встречи иглы с носиком челнока — самый важнейший параметр настройки швейной машины. От своевременности подхода носика, зазора между ним и лезвием иглы, положения нижней кромки челнока относительно ушка иглы и будут зависеть появление многих дефектов строчки. Обратите внимание, что причиной таких дефектов может стать и неправильное взаимодействие иглы и механизма продвижения ткани (рейки). Подробно об этом читайте в статье «Настройка продвижения ткани». Чтобы отрегулировать взаимодействие иглы носика челнока снимите игольную пластину и очистите отсек волосяной щеточкой от очесов и грязи. Желательно также снять и лапку, чтобы она не мешала обзору, а иногда можно снять и рейку. Кстати, данную регулировку очень удобно делать, используя лупу. Ослабьте винты крепления челночного хода так, чтобы челнок мог туго, но проворачиваться на своей оси. Затем, осторожно поворачивайте на себя правой рукой маховик швейной машины, одновременно придерживая левой рукой корпус челнока, чтобы его носик постоянно находился на оси иглы, а игла вошла в окошко шпуледержателя до крайнего нижнего положения. Теперь поднимите иглу (вращая маховик) с самого нижнего положения вверх на 1,8 — 2,0 мм. Меньший размер рекомендуется для тонких тканей, больший — для толстых тканей. Используйте любой удобный вам способом для определения этого расстояния. Например, можно на игловодителе сделать метку карандашом или фломастером. Когда вы сможете уверенно поднять иглу на столь малое значение, можно приступить к еще более сложному заданию. А именно, удерживая положение иглы на 1,8 — 2,0 от ее самого нижнего положения, осторожно подвести к лезвию иглы носик челнока, чтобы расстояние от верхней кромки ушка иголки до нижней кромки носика челнока было 1.1 мм. Зазор этот можно слегка увеличивать, но уменьшать нельзя. Одновременно следует установить и еще один параметр — зазор между носиком челнока и лезвием иглы в момент их встречи, с учетом предыдущих параметров. Он должен быть минимальным 0.05 — 0.1 мм. Для этого корпус челночного хода необходимо сдвигать вдоль вала, на котором он укреплен, приближая или удаляя от иглы. Только следите, чтобы игла не касалась носика челнока. Здесь обойтись без лупы точно будет трудно. 6. Зазор между осью иглы и кромкой пальца Если вам удалось наконец-то установить данные зазоры, можно аккуратно, чтобы не сбить установленные зазоры, затянуть отверткой винты крепления челнока. Сразу хочу предупредить, с первого раза выставить точно зазоры не получится, наберитесь терпения. Проверните маховик несколько раз, и еще раз проверьте, с помощью лупы, установленные зазоры. После этого можно окончательно дотянуть три винта крепления челночного хода, длинной и мощной отверткой. Хотелось бы на этом закончить настройку вашей швейной машины 22 класса, но прежде чем ставить игольную пластину на место, посмотрите через лупу еще пару параметров: размер между осью иглы 1 и кромкой пальца 3 должен быть в пределах 0,1 — 0,5 мм; зазор между пальцем 3 и шпуледержателем 2 должен быть 0,5 — 0,6 мм. Положение пальца регулируется винтом, крепящим его к корпусу машины. Вы его найдете, если опрокиньте машину набок. Как правило, эти регулировки у швейных машин 1022 и 22 класса сбиваются редко, поэтому просто проверьте. Но учтите, что если зазор между пальцем 3 и шпуледержателем 2 будет меньше чем 0,5 — 0,6 мм, нитка будет в нем защемляться и обрываться. Это в худшем случае, в лучшем — появится петляние нитки. 7. Пропуски могут появиться, если сместился игловодитель Причиной появления пропусков может стать ослабление крепления винта игловодителя 5. Такое бывает, когда на машине шьют очень грубую и толстую ткань. Игловодитель может сдвинуться вверх вместе с иглой, и носик челнока будет проходить ниже ушка иглы. То есть, не будет захватывать петлю верхней нитки. Снимите фронтальную крышку машины, игольную пластину, лапку. Настройте положение игловодителя вместе с иглой, чтобы носик челнока был выше ушка иглы на 1.1 мм (см. выше). Настройка промышленной швейной машины любой модели, в том числе и 1022, 22 класса, достаточно сложное дело и мастер учитывает множество параметров одновременно, установить которые не сможет неопытный человек. Даже зная, как настроить, трудно это сделать качественно, одновременно учесть все «мелочи». К тому же, существует много приемов, отработанных индивидуальной практикой мастера, и не описанных ни в одном учебнике. Например, опытный мастер может изменить даже заводские параметры. Он может сточить некоторые грани челночного хода, изменить форму носика челнока, увеличить высоту подъема лапки выше нормы и т.д. Поэтому учтите, что, даже настроив швейную машину своими руками, точно как написано в инструкции, при критической нагрузке машинка начинает пропускать стежки в строчке, петлять и рвать нитку. 8. Как настроить крайнее нижнее положение иглы Если вам придется регулировать положение игловодителя, и результаты настройки будут неважные, даже после идеально выставленных зазоров, то следует посмотреть еще один параметр. Дело в том, что крайнее нижнее положении иглы в машине может быть неточно выставлено изначально, или сбито при повышенной нагрузке, и все ваши усилия могут быть напрасными, и швейная машина все равно будет делать пропуски. При настройке крайнего нижнего положения иглы у промышленной швейной машины 1022, 22 класса следует ориентироваться на расстояние между внутренней поверхностью шпуледержателя (в него вставляется шпульный колпачок) и нижней кромкой ушка иглы. Это расстояние должно быть 0,15 — 0,35 мм (меньший размер для тонких тканей). То есть, когда иголка опустилась в самое нижнее положение и вошла в шпуледержатель, нижняя кромка ушка иглы должна находиться ниже внутренней стенки шпуледержателя на этом расстояние (примерно половина отверстия ушка иглы). Теперь вы знаете основные параметры настройки работы главного узла швейной машины 22 класса, и остается лишь добавить несколько мелочей. 9. Натяжение компенсационной пружины влияет на качество строчки Важным элементом получения красивой строчки на любой швейной машине является правильное натяжение компенсационной пружины 2. Часто эта пружина вообще отсутствует или находится в нерабочем, сломанном состоянии. Машина вроде шьет и иногда хорошо, и никто не обращает на это внимания. На самом деле, эта пружина помогает формировать красивую строчку при пошиве тонких или трикотажных тканей. В определенный момент она затягивает нижнюю нитку в строчку и препятствует появлению «петляния» нитки, «косых» стежков и др. Ослабьте винт крепления натяжителя в корпусе машины справа (утопленный, еле заметный винтик) и снимите натяжителем целиком. Запомните, как был собран натяжитель, или даже зарисуйте. Положение крючка 2 и натяжение нитепритягивательной пружины регулируется поворотом корпуса после ослабления винта 3. Вертикальная часть крючка должна быть расположена слева под углом 45 градусов к горизонтали. Верхняя нитка обязательно должна быть заправлена через нитепритягивательную пружину. Если после всех этих рекомендаций швейная машина все равно работает неважно, придется вам посмотреть еще одну статью «Настройка продвижение ткани», в которой речь пойдет о том, как настроить взаимодействие иглы и рейки. Об ней мы уже упоминали выше. 10. Что нужно сделать, чтобы швейная машина 22 класса шила кожу Швейная машина 22 класса потому и ценится многим до сих пор, что она превосходно справляется с пошивом грубых толстых тканей и материалов. Полог из брезента, или 10-слойные джинсовые швы, кожу и т.п. машинка шьет без пропусков и качественно. Все это так, но при условии, что она настроена на пошив таких тканей. Во-первых, вы должны знать, что к любой промышленной швейной машинке прилагается три комплекта игольных пластин и реек. Для пошива кожи нужен третий. Игольная пластина имеет большое отверстие, специально под толстую иглу, а рейка крупные зубья. Кроме того, чтобы машинка «надежно» шила кожу, нужно использовать соответствующие иглы и произвести «тонкую» настройку взаимодействия челнока и иглы на пошив толстых тканей. Обязательно проверьте, насколько высоко поднимается лапка до того момента, когда натяжитель начинает ослаблять нитку. Движение лапки вверх в определенный момент вызывает ослабление натяжения верхней нитки, и сколько бы вы не регулировали настройку челнока, на толстых участках в стежке снизу будут появляться петли, а иногда и обрыв нитки. Требуется также соблюдать и технологию пошива кожи, использовать специальные лапки и приемы, облегчающие работу швейной машинки. Классы швейных промышленных машин Если у вас ателье или небольшой швейный цех, вам, наверное, приходится использовать в работе швейные машины 1022 класса и машинку 22 класса. Кроме этих промышленных машин имеются и ряд других промышленных швейных машин российского производства разных классов. Промышленная швейная машина 1022 класса — инструкция На сайте вы найдете много информации о том, как устроены швейные промышленные машины, в том числе и 1022 класса. Много дано советов, как самостоятельно выполнить мелкий ремонт, настройку строчки. Но невозможно, в пределах одной статьи, дать всю информация об устройстве и технических данных швейных машин. Промышленная швейная машина 1022 класса используется многими. Именно поэтому, а также для тех, кто детально хочет изучить устройство данной машинки, предлагаем краткую инструкцию по эксплуатации завода производителя. Промышленная швейная машина 97 класса Для ателье швейная машина 97 класса подходит лучше всего. Эта машина отлично справляется с пошивом легких и костюмных тканей. Она работает почти бесшумно, быстро и качественно. Но ее сложно настроить неопытному человеку. Даже мастера наладчики считают такую машинку слишком «капризной». На самом деле настроить ее несложно, если уметь это делать правильно. Промышленный оверлок 51 класса Такой оверлок, несмотря на его возраст, может работать еще многие годы. Для пошива современных трикотажных тканей он не подойдет. А вот обметать тонкий брезент или толстую грубую ткань вы вряд ли решитесь на бытовом оверлоке, ценой в 40 тыс. рублей. Промышленная распошивальная машина Промышленная плоскошовная машина нужна только тем, кто собирается организовать бизнес по производству трикотажной одежды. Базовая модель комплектуется разным количество иголок, иглы могут иметь разное расстояние между ними, не устанавливаться ширитель с лицевой стороны и т.д. В этой статье вы можете ознакомиться с процессом образования плоского шва и понять, как устроена плоскошовная машина. Скорняжная машина 10-Б Скорняжный шов, выполненный на промышленной скорняжной машине не повреждает края сшиваемой детали многочисленными проколами иглы. Шов получается эластичным, аккуратным и равномерной высоты. Для сшивания шкур овчины, нутрии, лисы предназначена скорняжная машина 10-Б.


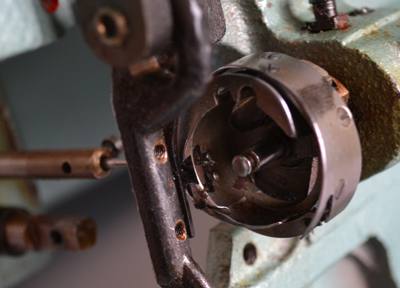
Швейная промышленная машина 1022-М класс.
Предназначена для стачивания пальтовых, костюмных материалов из натуральных и смешанных волокон, шинельных материалов однолинейной строчкой с челночным переплетением.
Заправка верхней и нижней ниток.
Верхнюю нитку с бобины или катушки, надетой соответственно на стержень бобинной стойки или на катушечный стержень 8 (рис. 2), сверху вниз проводят в правое нитенаправительное отверстие нитенаправителя 6, а затем по часовой стрелке между шайбами дополнительного регулятора натяжения 11. Далее нитку последовательно проводят через три нитенаправительных отверстия нитенаправителя 6, затем справа налево — через три нитенаправительных отверстия нитенаправителя 5. Нитку по часовой стрелке проводят между шайбами основного регулятора натяжения 18, справа налево вниз заводят за нитепритягивательную пружину 17, снизу вверх обводят вокруг нитенаправительного угольника 19, проводят вверх в нитенаправитель 16, справа налево вводят в ушко нитепритягивателя 4. Затем нитку проводят вниз через нитенаправитель 3, заводят в проволочный нитенаправитель 2, закрепленный на игловодителе 20. Поворотом махового колеса 9 иглу 21 ставят в крайнее верхнее положение и нитку слева направо вводят в ушко иглы 21, установленной коротким желобком вправо. Перед заправкой нижней нитки ее нужно намотать на шпульку. Для этого в рукав машины вмонтирована моталка 14. Нитку проводят сверху вниз в отверстие нитенаправителя 7, по часовой стрелке — между шайбами регулятора натяжения 10, а затем налево последовательно через три нитенаправляющих отверстия нитенаправителя 7. На шпульку 12 вручную по часовой стрелке наматывают несколько витков нитки и надевают шпульку на шпиндель 13. При легком нажиме на шпиндель 13 ограничитель 15 входит между стенками шпульки \2. Включают машину, и нитка автоматически наматывается на шпульку. Отодвинув задвижную пластину 1 влево, вынимают из челнока шпульный колпачок 1 (рис. 3), на его полый стержень 9 надевают шпульку 8 с намотанной на нее ниткой. Конец нитки в направлении от себя заправляют в прорезь 10, затем нитку протягивают под пластинчатую пружину 2 и выводят наружу. Шпульный колпачок 1 поворачивают на угол 90°, оттягивают пластину 7 замочка и шпульный колпачок 1 надевают на стержень 6 шпуледержателя 5. Проверяют плотность закрывания замочка и убеждаются в том, что нитка не попала под пластину 7. Так выполняется заправка нижней нитки в челнок 4.
Регулировка иглы.
Высоту иглы 1 (рис. 4) относительно носика челнока регулируют вертикальным перемещением игловодителя 2 после ослабления винта 3 в поводке 4. Ориентировочно о правильности установки иглы 1 судят по тому, можно ли из-под нижней стенки паза шпуледержателя увидеть половину ушка иглы в ее крайнем нижнем положении.
Регулировка челнока.
Своевременность подхода носика 8 (рис. 5, а) челнока 1 к игле регулируется поворотом челнока в плоскости его вращения после ослабления двух упорных винтов 7. При выполнении этой регулировки необходимо достигнуть того, чтобы при подъеме иглы, из крайнего нижнего положения на 1,6—1,9 мм но- сик 8 был выше верхней кромки ушка иглы на 0,9—1,1 мм (рис. 5, б). Зазор между иглой и носиком челнока, который должен быть равен 0,1—0,05 мм, регулируется
осевым перемещением внешней втулки 2 (см.рис. 5, а) челночного вала 3 вместе с челноком 1 после ослабления установочного винта 4. Для подхода к винту 4 вывинчивают прижимной винт 5, прикрепляющий крышку нижнего масляного картера к платформе машины. Необходимый для вывода из челнока 1 переплетающихся ниток зазор между пальцем \2 (рис. 5, в) установочной пластины 11 и левой стенкой паза 10 шпуледержателя 9 (он должен быть равен 0,5—0,6 мм) регулируется осевым смещением челнока 1 (см. рис. 5, а) вдоль оси челночного вала 3 после ослабления двух упорных винтов 7.Количество масла, подаваемого к челноку 1, регулируется винтом 6. Если этот винт завинчивать, то количество масла увеличится. При выполнении этой регулировки рекомендуется завинтить винт 6 до конца, затем вывернуть его на 2—2,5 оборота. Меньше чем на 2,5 оборота винт необходимо вывертывать в тех случаях, когда машина работает непрерывно или стачиваемый материал имеет значительную толщину. Для определения необходимого количества подаваемого масла надо поместить под челнок лист белой бумаги на 15 с. Если на бумаге останется масляная полоса шириной около 0,8 мм, то это означает, что подача смазки челноку нормальная. Можно применить и другой способ: снять челнок и поднести лист бумаги к торцу челночного вала. Если через 15 с работы машины с максимальной частотой вращения главного вала ширина полоски масла на бумаге будет примерно 1,5 мм, значит, подача масла удовлетворительная. Натяжение нижней нитки регулируется прижимным винтом 3 (см. рис. 3) благодаря деформации пластинчатой пружины 2. Если винт 3 завинчивать, то натяжение нижней нитки увеличится.
Регулировка механизма перемещения материала.
Длина стежка регулируется поворотом рычага вместе с рукояткой 15 (рис. 6) относительно шкалы, прикрепленной к стойке рукава машины. Например, чтобы увеличить длину стежка, работающий нажимает на рукоятку 15 и завинчивает гайку 14, при этом винтовая втулка 13 отходит от шкалы и рукоятка 15 перемещается на больший угол. В этом положении рукоятку 15 фиксируют с помощью гайки 14. При перемещении рукоятки 15 вверх вал 11, коромысло 10 и рамка 22 вместе с осью 7 повернутся по часовой стрелке. Чем дальше будет ось 7 от работающего, тем больше будут вертикальные перемещения шатуна 8 и тем больше будет длина стежка. Чтобы закрепить строчку, работающий нажимает на рукоятку 15 вниз. При этом ось 7 перемещается к работающему, шатун 8 и вал 6 двигаются в противоположных друг другу направлениях и рейка 3 перемещает материал к работающему. Высота подъема рейки 3 над уровнем игольной пластины регулируется поворотом коромысла 2 после ослабления стягивающего винта 1 или поворотом вала 21 подъема после ослабления стягивающего винта 20 коромысла f9. Зубцы рейки 3 рекомендуется устанавливать на 0,8—1,2 мм. выше игольной пластины (в зависимости от толщины стачиваемых материалов). При переходе на стачивание толстых материалов рейку 3 поднимают. Положение рейки 3 в пазах игольной пластины регулируется поворотом коромысла 5 после ослабления стягивающего винта 4, если рейку перемещают поперек платформы машины. Если рейку надо переместить вдоль платформы, то кроме винта 4 ослабляют винт 1 и рейку 3 вместе с коромыслами 2 и 5 перемещают вдоль осей вала 21 подъема и вала 6 перемещения материала. Своевременность перемещения материала регулируется поворотом главного вала 12 или распределительного вала 18 после ослаблении двух упорных винтов 17 нижнего зубчатого барабана 16. Рекомендуется выполнять регулировку в такой последовательности: поворотом главного вала 12 острие иглы подвести к материалу, а поворотом распределительного вала рейку 3 переместить в положение начала ее опускания, затем закрепить винты 17. Далее следует произвести регулировку своевременности подхода носика челнока к игле, так как их взаимодействие было нарушено. Равенство длин стежков при прямом и обратном
перемещении материала регулируется поворотом коромысла 10 на валу 11 после ослабления
стягивающего винта 9. Если ось 7 перемещать ближе к работающему, то длина стежков при закреплении будет возрастать.
Регулировка лапки.
Давление лапки 1 (рис. 7) на материал регулируется винтом 3 благодаря деформации пружины 2. При завинчивании винта 3 давление лапки увеличится. Высота подъема лапки 1 над материалом регулируется вертикальным перемещением пружинодержателя 4 после ослабления винта 5. При подъеме пружинодержателя 4 лапка 1 будет подниматься на меньшую величину. Положение рожков лапки 1 относительно линии движения иглы регулируется поворотом стержня 6 после ослабления винта 5. Высота подъема лапки при нажиме коленом на коленоподъемник регулируется винтом 8. Если винт 8 завинчивать, то угол поворота рычага 7 уменьшится, соответственно уменьшится и подъем лапки.
Регулировка регулятора натяжения верхней нитки.
Натяжение верхней нитки регулируется гайкой 12 (рис.  в результате изменения давления пружины 11 на шайбы натяжения 10. Если гайку 12 завинчивать, то натяжение верхней нитки увеличится. Для изменения натяжения нитепритягивательной пружины 7 ослабляют установочный винт 2 и вынимают корпус 5. Затем ослабляют упорный винт 4, лезвие отвертки вставляют в прорезь винтовой шпильки 8 и поворачивают ее внутри корпуса 5. При повороте винтовой шпильки 8 по часовой стрелке натяжение нитепритягивательной пружины 7 увеличивается. Положение крючка нитепритягивательной пружины 7 регулируется поворотом корпуса 5 после ослабления винта 2. Вертикальная часть крючка 1 должна быть расположена слева под углом 45° к горизонтали.Ход крючка 1, который должен быть равен приблизительно 6—9 мм, регулируется ослаблением винта 2 и съемом корпуса 5. Далее ослабляют винт 4 и отверткой поворачивают винтовую шпильку 8, перемещая крючок 1 относительно стенок окна 6, ограничивающих движение крючка 1. Положение стержня 9 относительно переднего плеча рычага 3, ослабляющего натяжение нитки
в результате изменения давления пружины 11 на шайбы натяжения 10. Если гайку 12 завинчивать, то натяжение верхней нитки увеличится. Для изменения натяжения нитепритягивательной пружины 7 ослабляют установочный винт 2 и вынимают корпус 5. Затем ослабляют упорный винт 4, лезвие отвертки вставляют в прорезь винтовой шпильки 8 и поворачивают ее внутри корпуса 5. При повороте винтовой шпильки 8 по часовой стрелке натяжение нитепритягивательной пружины 7 увеличивается. Положение крючка нитепритягивательной пружины 7 регулируется поворотом корпуса 5 после ослабления винта 2. Вертикальная часть крючка 1 должна быть расположена слева под углом 45° к горизонтали.Ход крючка 1, который должен быть равен приблизительно 6—9 мм, регулируется ослаблением винта 2 и съемом корпуса 5. Далее ослабляют винт 4 и отверткой поворачивают винтовую шпильку 8, перемещая крючок 1 относительно стенок окна 6, ограничивающих движение крючка 1. Положение стержня 9 относительно переднего плеча рычага 3, ослабляющего натяжение нитки
при подъеме лапки, регулируется осевым перемещением корпуса 5 после ослабления винта 2.
 в результате изменения давления пружины 11 на шайбы натяжения 10. Если гайку 12 завинчивать, то натяжение верхней нитки увеличится. Для изменения натяжения нитепритягивательной пружины 7 ослабляют установочный винт 2 и вынимают корпус 5. Затем ослабляют упорный винт 4, лезвие отвертки вставляют в прорезь винтовой шпильки 8 и поворачивают ее внутри корпуса 5. При повороте винтовой шпильки 8 по часовой стрелке натяжение нитепритягивательной пружины 7 увеличивается. Положение крючка нитепритягивательной пружины 7 регулируется поворотом корпуса 5 после ослабления винта 2. Вертикальная часть крючка 1 должна быть расположена слева под углом 45° к горизонтали.Ход крючка 1, который должен быть равен приблизительно 6—9 мм, регулируется ослаблением винта 2 и съемом корпуса 5. Далее ослабляют винт 4 и отверткой поворачивают винтовую шпильку 8, перемещая крючок 1 относительно стенок окна 6, ограничивающих движение крючка 1. Положение стержня 9 относительно переднего плеча рычага 3, ослабляющего натяжение нитки
в результате изменения давления пружины 11 на шайбы натяжения 10. Если гайку 12 завинчивать, то натяжение верхней нитки увеличится. Для изменения натяжения нитепритягивательной пружины 7 ослабляют установочный винт 2 и вынимают корпус 5. Затем ослабляют упорный винт 4, лезвие отвертки вставляют в прорезь винтовой шпильки 8 и поворачивают ее внутри корпуса 5. При повороте винтовой шпильки 8 по часовой стрелке натяжение нитепритягивательной пружины 7 увеличивается. Положение крючка нитепритягивательной пружины 7 регулируется поворотом корпуса 5 после ослабления винта 2. Вертикальная часть крючка 1 должна быть расположена слева под углом 45° к горизонтали.Ход крючка 1, который должен быть равен приблизительно 6—9 мм, регулируется ослаблением винта 2 и съемом корпуса 5. Далее ослабляют винт 4 и отверткой поворачивают винтовую шпильку 8, перемещая крючок 1 относительно стенок окна 6, ограничивающих движение крючка 1. Положение стержня 9 относительно переднего плеча рычага 3, ослабляющего натяжение ниткиРегулировка моталки для намотки ниток на шпульку.
Количество ниток, наматываемых на шпульку (вместимость шпульки), регулируется поворотом ограничителя 2 (рис. 9) на валу 3 после ослабления стягивающего винта 1. Если ограничитель 2 поворачивать по часовой стрелке, то
вместимость шпульки уменьшится. Натяжение нитки регулируется винтом 5. Если винт завинчивать, то натяжение увеличится. Если нитки наматываются на шпульку неравномерно, то ослабляют упорный винт 4 и ось 7 регулятора натяжения 5 перемещают вдоль отверстия рукава машины. Регулятор следует установить так, чтобы отверстие 6 нитенаправителя было расположено посредине оси шпульки
Швейная машина 1022 класса – это надежный и многофункциональный инструмент, который позволяет воплотить в жизнь самые смелые швейные идеи. Однако перед тем, как начать создавать шедевры моды, важно правильно настроить машину для достижения высокого качества работы. В этой статье мы предлагаем пошаговую инструкцию по настройке швейной машины 1022 класса, которая поможет вам справиться с этой задачей легко и без лишних хлопот.
Первым шагом в настройке швейной машины 1022 класса является правильное подключение машины к источнику питания. Убедитесь, что ваша машина подключена к розетке и включена в сеть. Затем проверьте, что шнур питания надежно подключен к машине и нет разрывов или повреждений на проводах.
Совет: перед началом настройки машины, рекомендуется выключить ее, чтобы предотвратить случайное включение и возможные травмы.
Далее следует настроить нитки на вашей швейной машине 1022 класса. В основном, для машины этого класса используются две нитки – верхняя и нижняя. Верхняя нить должна быть намотана на катушку и пропущена через направляющие петли, затем протянута через прессер-ступицу и затянута в петлю прессер-пласта. Нижняя нить наматывается в шпулю, которая вставляется в шпульное гнездо машины. Она должна быть намотана равномерно и натянута для обеспечения правильного шва.
Содержание
- Как настроить швейную машину 1022 класса
- Расположение швейной машины
- Подключение питания
- Установка иглы
- Намотка нити на шпульку
- Протяжка нити через индикаторы
Как настроить швейную машину 1022 класса
Настраивая швейную машину 1022 класса, необходимо провести следующие шаги:
- Подготовьте все необходимые аксессуары и материалы: иглы соответствующего размера, нитки, бобины, ножницы.
- Установите швейную машину на ровной и устойчивой поверхности, убедившись, что она стоит прямо и не качается.
- Вставьте иглу правильно: вверх острием, ручкой вниз.
- Заведите нить через направляющие и натяжите ее.
- Подберите подходящую нить, учитывая материал и тип шва.
- Поставьте бобину в шпульное отделение и намотайте на нее нить. Вставьте шпульную коробку в машину.
- Настройте длину и ширину стежка в соответствии с требованиями вашего проекта.
- Выберите необходимую программу или тип шва на панели управления.
- Проверьте все настройки, чтобы убедиться, что они соответствуют вашим потребностям.
- Проведите тестовый шов на образце ткани, чтобы убедиться, что все настроено правильно.
- После настройки можно приступать к шитью выбранного изделия.
Пользуйтесь этой пошаговой инструкцией, чтобы правильно настроить швейную машину 1022 класса и получить отличные результаты при шитье.
Расположение швейной машины
Прежде чем приступить к настройке швейной машины 1022 класса, необходимо правильно расположить ее на рабочей поверхности. Важно учесть несколько ключевых моментов, чтобы обеспечить комфортную и безопасную работу.
1. Выберите плоскую и ровную поверхность, на которую будете устанавливать швейную машину. Хорошим вариантом может быть стол с достаточным пространством для машины и свободой перемещения ткани.
2. Убедитесь, что стол стабилен и не будет дрожать или сдвигаться во время работы. Это поможет избежать деформации шва и повредить машину.
3. Разместите швейную машину на передней части стола, так чтобы она была доступна вам с обеих сторон. Оставьте достаточное пространство сзади машины для подачи ткани и свободного перемещения нитей.
4. Ориентируйтесь на свет. Поместите швейную машину так, чтобы было достаточно естественного или искусственного освещения. Хорошая видимость улучшит качество вашей работы и снизит возможность возникновения ошибок.
5. Подготовьте рабочее место, расположив необходимые аксессуары и материалы рядом с машиной. Убедитесь, что ножницы, карандаши, ленты и другие инструменты легко доступны и не препятствуют работе.
Правильное расположение швейной машины поможет вам работать более эффективно и удобно. Следуя этим рекомендациям, вы создадите оптимальные условия для точной и аккуратной работы на вашей швейной машине 1022 класса.
Подключение питания
Перед началом настройки швейной машины 1022 класса необходимо подключить питание. Для этого:
- Убедитесь, что швейная машина выключена.
- Проверьте наличие электричества в розетке, к которой вы собираетесь подключить машину.
- Подключите швейную машину к сети при помощи сетевого шнура, вставив штекер в розетку.
- Убедитесь, что шнур надежно зафиксирован в розетке, чтобы исключить вероятность отключения машины в процессе работы.
- Включите швейную машину, нажав кнопку питания.
Теперь ваша швейная машина 1022 класса готова к настройке и использованию. Обратите внимание, что при подключении питания всегда следует соблюдать меры предосторожности, чтобы избежать возможных травм и повреждений оборудования.
Установка иглы
Для начала, убедитесь что швейная машина выключена и отключена от электросети.
1. Поставьте шпулю с ниткой на шпульный вал.
2. Протяните нижнюю нить через торцевое отверстие на шпульном валу и наклоните его назад, чтобы нить оказалась защемленной между шпульным валом и держателем шпули.
3. Установите иглу в рабочее отверстие сверху и наминайте ее вниз, пока она не закрепится. Основой иглы должны быть направлены в сторону вас.
4. Закройте держатель иглы и прижмите его винтом на сбоку машины, чтобы игла была надежно закреплена.
5. Протяните верхнюю нить через отверстие в верхней части иглы, которое называется глазком.
| Инструкция по установке иглы |
|---|
| 1. Поставьте шпулю с ниткой на шпульный вал. |
| 2. Протяните нижнюю нить через торцевое отверстие на шпульном валу и наклоните его назад, чтобы нить оказалась защемленной между шпульным валом и держателем шпули. |
| 3. Установите иглу в рабочее отверстие сверху и наминайте ее вниз, пока она не закрепится. Основой иглы должны быть направлены в сторону вас. |
| 4. Закройте держатель иглы и прижмите его винтом на сбоку машины, чтобы игла была надежно закреплена. |
| 5. Протяните верхнюю нить через отверстие в верхней части иглы, которое называется глазком. |
Намотка нити на шпульку
Чтобы правильно намотать нить на шпульку, следуйте этим инструкциям:
- Откройте крышку шпульного ящика, который находится на верхней части швейной машины.
- Вставьте шпульку в шпульный держатель. Обратите внимание, что шпулька должна вращаться по направлению указателя на шпульном держателе.
- Завяжите конец нити на шпульку. Для этого пройдите нитью через отверстие в середине шпульки и привяжите узелок.
- Переключите машину в режим намотки нити на шпульку. Обычно это делается нажатием специальной кнопки или поворотом рукоятки.
- Нажмите на педаль управления, чтобы начать вращение шпульки. Нить будет наматываться на шпульку.
- Когда шпулька достигнет нужного уровня намотки, остановите машину, отрежьте нить и зафиксируйте конец нити.
- Вставьте шпульку с намотанной нитью в шпульный ящик.
После выполнения этих шагов нить на шпульке должна быть готова к использованию. Важно убедиться, что нить правильно намотана, чтобы избежать неправильного формирования шва и неполадок при шитье.
Протяжка нити через индикаторы
| Шаг | Описание |
| 1 | Убедитесь, что швейная машина выключена и отключена от источника питания. Это гарантирует безопасность при работе с индикаторами. |
| 2 | Откройте крышку индикаторов, расположенных на верхней части швейной машины. Обычно индикаторы имеют цветовую маркировку, указывающую на необходимый порядок протяжки нити. |
| 3 | Внимательно изучите инструкцию, прилагаемую к швейной машине, чтобы узнать, какой тип нити и каким образом нужно протянуть через индикаторы. |
| 4 | Возьмите конец нити и аккуратно протяните его через первый индикатор в указанном направлении. Обычно нить протягивается от передней части машины к задней. |
| 5 | Затяните нить и продолжайте протягивать через остальные индикаторы. Обратите внимание на правильное направление нити и следуйте указаниям в инструкции для вашей модели машины. |
| 6 | Завершите протяжку нити, оставив конец достаточной длины для закрепления в машине. При необходимости можно использовать инструмент для зажима нити, чтобы облегчить процесс. |
| 7 | После того как нить протянута через все индикаторы, закройте крышку индикаторов и убедитесь, что нить свободно перемещается внутри них. |
| 8 | Включите швейную машину и проверьте, что нить правильно протягивается через индикаторы и легко перемещается во время работы. |
Следуйте этой пошаговой инструкции для правильной протяжки нити через индикаторы вашей швейной машины 1022 класса. Это поможет вам добиться успешных и качественных швов при шитье различных изделий.