

Характеристики для MIG 250:
1.【 3 в 1 MIG инвертор Welder】: новая модель сварочного аппарата с цифровой регулировкой. 180Amp DC инвертор сварщик имеет 3 функции сварки: MIG, ARC и LIFT TIG. Мощный DC 24V осевой вентилятор Охлаждающий безгазельный сварочный аппарат mig soonly. 2T/4T режим сварки позволяет
HZXVOGENMIG250NEW для быстрой точечной сварки и непрерывной вытяжной сварки.
2.【 Поддержка газа и газа 】: сварочный аппарат MIG может поддерживать газовые и безгазообразные сварочные работы, выберите свой метод сварки! Совместим с 1/5 кг, 0,8/1,00 мм флюсовой сердцевины провода. Мы также добавили новую функцию регулировки скорости подачи проволоки, чтобы сделать сварку более профессиональной. Совместимый Диаметр электрода: 2,5 2,5/3,2/4,0.
3.【Цифровой регулятор 】: «режим» переключатель MIG/ARC/LiftTIG функция, Регулировка тока и напряжения свободно. Новый интерфейсный дисплей делает сварочную работу точной и удобной. HITBOX MIG250 Stick welder имеет свою собственную функцию автоматического снижения напряжения для уменьшения потери Сварочного Провода.
4.【Свариваемые материалы 】: применимые профили: углеродистая сталь, оцинкованная углеродистая сталь, нержавеющая сталь. Применимая толщина: 0,8-8 мм (MIG) , 1-12 мм (ARC), для детей возрастом 1-6 мм (TIG ). Новый эффект индуктивности может регулировать мягкость и твердость дуги. Облегчают рабочие привычки каждого сварщика.
5.【 Гарантия 1 год 】:
HZXVOGENФокусируется на промышленности сварочного аппарата в течение 8 лет. Сварочный аппарат MIG250 обеспечивает отличную гарантию. Если у Вас возникли какие-либо проблемы при использовании этой машины, пожалуйста, сначала свяжитесь с нами. Наш онлайн 24 часа в сутки обслуживания клиентов поможет вам решить ваши проблемы. Просто будьте уверены, чтобы купить.
Товар/модель
MIG250
MIG1200(HBM1200)
MIG 145
Входное напряжение
AC230V ± 15%
DC230V ± 15%
Переменного тока ~ 220V ± 15%
Напряжение без нагрузки
64 в
DC50V
DC50V
Входная мощность
5,9 кВА
5,2 кВА
4,9 кВА
Сварочный ток rangeMMAA(A)
30 ~ 180
20-120
/
Дальномер сварочного тока (а)
20 ~ 180
30-120
/
Диапазон сварочного напряжения (MIG)(A)
30 ~ 160
30-120
30-120
2T/4T
Да
/
/
Функции MMA
Встроенный Горячий старт, дуговая сила, антипригарная и VRD
Встроенный Горячий старт, дуговая сила, антипригарная и VRD
/
Диапазон скорости подачи проволоки (м/мин)
2 ~ 14
2 ~ 14
2 ~ 14
Номинальный рабочий цикл
20%
35%
140A 25% 70A 60%
Общая эффективность
85%
85%
85%
Класс корпуса
IP21S
IP21S
IP21S
Мощность фактор COSφ
0,72
0,72
0,72
Класс изоляции
IEC60974-1 / EN60974-1
IEC60974-1 / EN60974-1
IEC60974-1 / EN60974-1
Шум (дБ)
<70 дБ
52 дБ
52 дБ
Применимый электрод/провод (мм):
1,6-4,0 (1,6-4,0 мм сварочный пруток) 6013 может использоваться очень хорошее, а также 7018) 0,6/0,8/0,9/10
2,5 (2,5 мм стержень) 6013 может быть использован очень хорошо, также 7018)/0,8/0,9/1,0
0,6/0,8 мм
Аппликатор
5 кг/1 кг
1 кг
1 кг
Посылка:
(MIG250)
1х сварочный аппарат Mig-250
1X MB15 Mig фонарь (длина его 3 м)
1X держатель электрода
1X Заземляющий зажим
1 газовая трубка
1X Руководство пользователя
1х флюс провод 1 кг
(Вы можете иметь tig пистолет включен, если вы выбираете вариант, который включает tig пистолет)
(MIG1200)(HBM1200)
1X Mig сварочный аппарат HBM1200
1X Заземляющий зажим
1X держатель электрода
1X Mig сварочный фонарь
1X порошковая проволока 0,5 кг
(Вы можете иметь tig пистолет включен, если вы выбираете вариант, который включает tig пистолет)
(MIG145)
1 * MIG145 сварочный аппарат1 * Mig фонарь1 * Заземляющий зажим1*1 кг сердечник потока (если у вас есть заказ)

Сварочный полуавтомат mig 250 от компании KeyGree был куплен мной для использования сугубо в бытовых целях.
У меня есть опыт работы на профессиональном трёх фазном инверторе, который не может работать от сети 220 вольт.
Я выбрал сварочный полуавтомат mig 250 исходя из моих предпочтений по характеристикам и лимита стоимости за аппарат.
Приобрести данный аппарат можно тут:
Основные и параметры на Сварочный полуавтомат mig 250
| Функция | Параметр | Значение |
| Вид продукции | изделие | MIG-250 |
| Номинальное входное напряжение | В | 1P-220V ± 10% |
| Частота | Гц | 50/60 |
| Номинальная входная мощность | кВА | 7,2 |
| Диапазон регулировки выходного тока | В | MIG:30-250 ММА: 30-225 |
| Напряжение без нагрузки | В | 65 |
| Тип подачи проволоки | Buit-in | 2 роликовый одиночный привод |
| Приемлемый провод | кг | ≤ 5 (≤ D200) |
| Материал может сварить | Нержавеющая сталь, углеродистая сталь, низкая легированная сталь | |
| Толщина сварки | мм | 0,9-10 |
| Эффективность | % | 85 |
| Коэффициент мощности | COSΦ | 0,93 |
| Рабочий цикл | % | 60 |
| Диаметр сварочной проволоки | мм | 0,6/0,8/1,0 |
| Вес нетто | кг | 9,6 |
| Вес брутто | кг | 14,1 |
| Размер машины | см | 47x21x34 |
Инструкция для пользователя на Сварочный Полуавтомат MIG 250
В комплекте с аппаратом пришла инструкция на английском, начало выглядит так:
IGBT INVERTER MULTI FUNCTIONS WELDING
MACHINE (CO2/MIG, MAG, MMA, TIG LIFT, GASLESS FLUX)
PRODUCT MODEL: MIG-250, MIG-250S
USER’S MANUAL
(READ THE MANUAL CAREFULLY BEFORE INSTALLATION, USE & MAINTENANCE)
Мне это не понравилось, решил сделать перевод, поехали:
МНОГОФУНКЦИОНАЛЬНАЯ СВАРКА IGBT ИНВЕРТОРА
МАШИНА (CO2 / MIG, MAG, MMA, TIG LIFT, БЕЗ ГАЗОВЫЙ ПОТОК)
МОДЕЛЬ ИЗДЕЛИЯ: MIG-250, MIG-250S
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ РУКОВОДСТВО ПЕРЕД УСТАНОВКОЙ, ИСПОЛЬЗОВАНИЕМ И ОБСЛУЖИВАНИЕМ)
Каталог
- Советы по безопасности …………………………………………………………. 3
- Общее введение ……………………………………………………………………… 4
- Электрические схемы ……………………………………………………………… 4
- Основные параметры ……………………………………………………………… 5
- Установка …………………………………………………………………………………. 6
- Кабель питания ……………………………………………………………………….. 6
- Выходной кабель питания ……………………………………………………… 6
III. Установка катушки с проволокой ……………………………………………….. 6
- Эксплуатация …………………………………………………………………………… 7
- Способ работы …………………………………………………………………………. 7
- Настройка сварочного тока …………………………………………………….. 7
III. Перечень параметров сварки (для низко углеродистой стали) … 7
- Настройка скорости сварки …………………………………………………….. 8
- Установка сухого удлинения сварного шва …………………………… 8
- Настройка расхода CO2 …………………………………………………………… 8
- Внимание ………………………………………………………………………………… 8
- Условия труда ………………………………………………………………………….. 8
- Советы по безопасности …………………………………………………………. 8
- Техническое обслуживание ……………………………………………………. 9
- Неисправности и ремонт ………………………………………………………. 10
- Источник питания для сварки ……………………………………………….. 10
- Сварочная горелка ………………………………………………………………….10
III. Устройство подачи проволоки …………………………………………………… 11
- Выходной кабель питания ……………………………………………………… 11
ОБЕЩАЕМ
Мы даем торжественное обещание: машина произведена в соответствии с китайскими и международными стандартами качества, в соответствии с международным стандартом безопасности IEC60974-1. Дизайн и технология продуктов защищены патентом. Гарантия на продукцию составляет один год со дня покупки. Пожалуйста, внимательно прочтите руководство пользователя перед работой.
Во время процесса сварки работа может причинить вред вам и другим людям, поэтому, пожалуйста, позаботьтесь о защите. Для получения более подробной информации, пожалуйста, прочтите «Руководство по безопасности оператора» в соответствии с инструкциями производителя по предотвращению несчастных случаев.
Перед работой работник должен пройти профессиональную подготовку.
- Используйте средства безопасности при сварке, разработанные министерством надзора за безопасностью.
- Работник должен быть спец оператором с действующим сертификатом на выполнение сварочных работ по металлу.
- Во время технического обслуживания и ремонта отключите электрическую линию.
Поражение электрическим током: это может привести к травмам и даже к летальному исходу.
- Подключите заземляющий кабель в соответствии со стандартными правилами.
- Избегайте любого контакта с ток ведущими компонентами сварочной цепи, электродами и проволокой голыми руками.
- Оператор должен изолировать заготовку и землю от себя.
- Убедитесь, что рабочее место находится в безопасном положении.
Дым — может быть вреден для здоровья людей.
- Держите голову подальше от дыма и сварочного газа, чтобы не вдыхать его.
- Во время сварки обеспечьте хорошую вентиляцию рабочей зоны
- Излучение дуги: вредно для глаз и кожи.
- Чтобы защитить глаза и тело, надевайте сварочный шлем, рабочую одежду и перчатки.
- Люди в рабочей зоне или рядом с ней должны быть защищены сварочным шлемом и другим защитным оборудованием.
Опасность пожара или взрыва может быть вызвана неправильной эксплуатацией.
- Сварочный огонь пламя может вызвать пожар, пожалуйста, держите легковоспламеняющиеся вещества подальше от заготовки и соблюдайте пожарную безопасность.
- Убедитесь, что поблизости есть огнетушитель, и здесь должен быть профессиональный пожарный, который может уметь обращаться с огнетушителем.
- Не сваривайте закрытую тару.
Не используйте эту машину для размораживания труб.
Горячая деталь может обжечь руку.
- Не прикасайтесь к горячей детали голыми руками.
- Во время непрерывной длительной сварки у сварочной горелки должно быть время, чтобы охладиться.
Магнитное поле влияет на кардиостимулятор.
- Пользователь кардиостимулятора должен держаться подальше от места сварки, пока не получит разрешение врача.
Движущийся компонент может повредить людям.
- Держитесь подальше от движущихся компонентов, таких как вентилятор.
- Держите панель, заднюю панель, крышку и защитное оборудование закрепленными на машине.
Неисправность — вам следует обратиться за помощью к профессиональному работнику, когда вы столкнетесь с какой-либо проблемой.
- Если у вас возникнут проблемы при установке и эксплуатации, проверьте машину в соответствии с руководством по эксплуатации.
- Прочитав руководство по эксплуатации, вы по-прежнему не можете понять или решить проблему, обратитесь за профессиональной помощью к своему поставщику или в сервисный центр нашей компании.
2. Общее введение на Сварочный полуавтомат mig 250
Сварочные аппараты MIG-205DS / MMA / LIFT TIG производятся на основе передовой инверторной технологии. Принцип работы состоит в том, чтобы сначала преобразовать переменный ток 50/60 Гц в постоянный. Затем постоянный ток преобразуется в высокочастотный переменный ток (20 кГц) компонентами IGBT перед выпрямлением.
Машины этой серии имеют следующие особенности:
- Технология инвертора IGBT, управление текущим режимом.
- Обратная связь по замкнутой цепи с постоянным выходным напряжением.
- Хорошая устойчивость к колебаниям напряжения. (+/- 15%)
- Управление электрическим реактором, стабильный сварочный процесс с небольшим разбрызгиванием, глубокая сварочная ванна и красивый сварной шов.
- Медленная подача проволоки для зажигания дуги и удаление шарика наконечника после сварки обеспечивают высокий уровень успешности зажигания дуги.
- Подходит для сварки тонких и средних металлических листов толщиной более 8 мм.
- Небольшие габариты, легкий вес, простота в эксплуатации, практичность и экономичность.
- КПД этой машины выше 85%. Это экономит более 30% энергии по сравнению с обычными сварочными аппаратами.
3. Электрические схемы Сварочный полуавтомат mig 250
4. Главный параметр на:
- Сварочный полуавтомат mig-250
- Сварочный полуавтомат mig-250S
5. Установка Сварочный полуавтомат mig 250
I . Входной кабель питания
Каждая машина оснащена кабелем ввода питания. Подключите кабель к сети переменного тока Однофазный 110 / 220В = ± 10% питания.
Баллон с газом CO2
Надежно соедините баллон с газом CO2 с впускным отверстием для CO2 на задней стороне сварочного аппарата с помощью шланга для подачи газа.
Требуется редуктор — регулятор Agas для газового баллона CO2.
II. Выходной кабель питания

1) Используя функции CO2 / MIG, MAG, вставьте выход кабеля (+/-) в гнездо соединения (+), а зажим заземления в гнездо (-), подключите сварочную горелку к гнезду на передней панели и плотно закрутите.
Тем временем вставьте сварочную проволоку в сварочную горелку вручную с помощью встроенного механизма подачи проволоки.
2) Используя функцию без газа, подключите, пожалуйста, вставьте соединение (+/-) в (-) гнездо, а зажим заземления — в (+) гнездо, подключите сварочную горелку к разъему на передней панели и затяните его.
Тем временем вставьте сварочную проволоку в сварочную горелку вручную с помощью встроенного механизма подачи проволоки.
3) (текст отсутствует)
4) Используя функции MMA и TIG LIFT, вставьте электрододержатель в (+), а зажим заземления — в (-).
III. Установка катушки с проволокой

1) Установите катушку со сварочной проволокой на вал механизма подачи проволоки. Зафиксируйте катушку с проволокой держателем катушки.
2) Выберите подходящий контактный наконечник в соответствии с размером сварочной проволоки.
3) Ослабьте винт прижимного колеса для проволоки и проведите проволоку в канавку ведущего колеса для проволоки через направляющую трубку. Отрегулируйте прижимное колесо, чтобы не было проскальзывания проволоки.
Но слишком большое давление вызовет деформацию сварочной проволоки и повлияет на скорость подачи проволоки.
4) Установите рулон сварочной проволоки против часовой стрелки.

Головная часть сварочной проволоки всегда вставляется в крепежное отверстие на ободе катушки с проволокой, чтобы избежать расшатывания проволоки.
Отрежьте изогнутую часть проволоки перед установкой во время использования, чтобы избежать застревания проволоки.
5) Выберите правильный след канавки подачи проволоки по диаметру сварочной проволоки.
6) Нажмите кнопку

, чтобы вывести проволоку из сварочной горелки.
Комплект на Сварочный полуавтомат mig-250
Сварочные работы

-
В комплект включено
- Кабель длиной 10 футов (3.048 метра) с электрод держателем на 300 А
- 10- футовый кабель с зажимом заземления на 300 А
- Газовый шланг
- Кисть и молоток
- Руководство по эксплуатации
6. Органы управления Сварочный полуавтомат mig 250
I.

- A: Кнопка выбора режима сварки
- B: Кнопка для выбора газа
- C: Кнопка для выбора диаметра провода
- D: Инширование: подача проволоки вручную
- E: Код работы и ошибка
- F: Регулировка напряжения
E: Коды

II. Настройка сварочного тока.
Сварочный ток и напряжение дуги напрямую влияют на стабильность, качество и эффективность сварки. Таким образом, для качественной сварки требуется хорошее согласование сварочного тока и напряжения дуги. Это зависит от диаметра сварочной проволоки, режима капельного переноса и требований к эффективности сварки. Относительно настройки тока и напряжения для обычной сварки, пожалуйста, обратитесь к форме ниже. Относительно различных требований к сварке см. «Таблицу параметров сварки в увеличенном масштабе».
III. Список параметров сварки. (Для низко углеродистой стали)
Толщина заготовки (ММ) |
Рекомендуемый сварочный ток (А) |
Рекомендуемые сварочные напряжения (В) |
| 1,0 | 20-60 | 20.8-22.4 |
| 1,6 | 44-84 | 21.76-23.36 |
| 2,0 | 60-100 | 22.4-24 |
| 2,5 | 80-120 | 23.3-24.8 |
| 3,2 | 108-148 | 23.4-24.93 |
| 4,0 | 104-180 | 24.6-27.2 |
IV. Настройка скорости сварки
Скорость сварки влияет на качество и эффективность сварки. Более высокая скорость сварки означает меньшую газовую защиту, более высокую скорость охлаждения, меньшую гибкость и меньшую гибкость сварочного шва. Более низкая скорость сварки может привести к прожиганию заготовки и вздутию сварного шва. При фактическом производстве поддерживайте скорость сварки менее 30 м / ч.
V. Настройка сухого удлинения сварочной проволоки.
Более сухое вытягивание сварочной проволоки означает более глубокое проплавление, более быстрое плавление сварочной проволоки и более высокую эффективность производства. Но чрезмерная длина сухого удлинения может вызвать выгорание проволоки и выплескивание капли. Таким образом, при фактической сварке всегда выбирается длина, в 10 раз превышающая диаметр сварочной проволоки.
VI. Настройка расхода CO2

Расход CO2 рассчитан на эффект защиты от газа.
Кроме того, газовая защита при внутренней угловой сварке лучше, чем при наружной угловой сварке. Поэтому следует выбирать меньший расход газа.
Для конкретных цифр, пожалуйста, обратитесь к форме ниже.
Выбор расхода CO2
Режим сварки |
Тонкая заготовка / экран CO2 |
Толстая заготовка / экран CO2 |
Толстая заготовка/ сильноточный / CO2-экран |
| Расход CO2 (л / мин) | 5 ̴ 15 | 15 ̴ 25 | 25 ̴ 50 |
7. Внимание при использовании Сварочный полуавтомат mig 250
1. Рабочая среда.
- Окружающая среда должна быть сухой, а влажность воздуха не должна превышать 90%.
- Температура должна быть от -10*C до 40*C.
- Избегайте сварки под дождем или горячим солнцем, не допускайте попадания воды или дождя в машину.
- Не работайте в пыльных местах или агрессивных парах.
- Избегайте использования машины в условиях сильного воздушного потока.
2. Безопасные советы.
Машина оборудована устройством защиты от перенапряжения, перегрузки по току и перегрева. Если напряжение, выходной ток и температура превышают стандартные, машина перестанет работать. Кроме того, чрезмерное использование машины из-за превышения напряжения может привести к ее повреждению, поэтому, пожалуйста, обратите внимание на следующее:
(1). Обеспечьте хорошую вентиляцию.
Во время работы машина будет генерировать высокую температуру, и ей потребуется помощь вентилятора для охлаждения машины. Поэтому пользователи, пожалуйста, убедитесь, что вентиляционное отверстие не заблокировано и не закрыто. Между тем, держите предметы вокруг машины на расстоянии не менее 0,3 м. Сохранение воздушности помогает быстрее снизить температуру и обеспечивает более длительный срок службы машины.
(2). Токовая перегрузка запрещена.
Пристальное внимание следует уделять допустимому току нагрузки (доступному рабочему циклу), чтобы сварочный ток был ниже максимально допустимого. Перегрузка по току значительно сокращает срок службы машины или даже приводит к ее повреждению.
(3). Перегрузка по напряжению запрещена
Напряжение источника питания указано в «Таблице основных параметров». В нормальных условиях схема автокомпенсации в аппарате помогает поддерживать сварочный ток в допустимом диапазоне. Перегрузка по напряжению приводит к повреждению машины, поэтому необходимы профилактические меры.
(4). Кабель заземления подключается к земле.
На задней панели рядом с винтом заземления есть отметка. Перед использованием машины выберите провод (площадь поперечного сечения более 6 мм2) для соединения винта заземления с землей, чтобы избежать поражения электрическим током и снять статическое электричество.
(5). Отсутствие перегрузки стандартного номинального рабочего цикла.
Когда он перегружает стандарт, машина перестанет работать из-за перегрева внутри машины. После остановки и отдыха в течение некоторого времени машина снова может работать.
8. Обслуживание Сварочный полуавтомат mig 250
1). Нижеприведенные операции должны выполняться профессиональным оператором, обладающим электротехническими и безопасными знаниями и квалификационным сертификатом. Перед открытием машины убедитесь, что входной провод машины не подключен к источнику питания.

2) Своевременно проверяйте соединительную цепь внутри сварочного аппарата, убедитесь, что все соединения правильные, стабильный разъем (особенно на штекерном соединителе или компоненте). Если кто-то покрылся ржавчиной или отсоединился, удалите ржавчину или оксидную пленку наждачной бумагой, снова подключите ее и закрепите соединение.
3). Не приближайтесь к электронному компоненту (например, вентилятору) внутри машины руками, волосами и другими инструментами, когда машина находится под напряжением.
4). Избавьтесь от пыли с помощью сухого сжатого общего воздуха. Если машина работает в условиях густого дыма и загрязненного воздуха, ежедневно удаляйте пыль. Сжатое давление должно быть на рабочем уровне, чтобы избежать повреждения компонентов.
5). Постарайтесь, чтобы вода и водяной пар не попадали внутрь машины. Если вода попала внутрь машины, немедленно просушите ее. Затем проверьте состояние изоляции сварочного аппарата (включая каждое соединение или между соединениями и кожухом). Если все в порядке, продолжайте работу.
6). Проверить все покрытие сварочного кабеля в целом. Любой износ, пожалуйста, свяжите или замените.
7). Пожалуйста, храните сварочный аппарат в оригинальной упаковке в сухом месте в течение длительного времени без использования.
9. Неисправности и ремонт Сварочный полуавтомат mig 250
Техническое обслуживание и устранение неисправностей имеют решающее значение для оптимизации работы машин и обеспечения безопасных рабочих условий. При проведении технического обслуживания и поиска неисправностей обращайте внимание на следующие детали и точки и проверяйте их:
- сварочная горелка,
- износ запасных частей в устройстве подачи проволоки,
- деформация и газовое отверстие.
Очистите пыль с некоторых деталей или замените при необходимости. Чтобы сохранить первоначальную функцию машины, покупайте оригинальные запасные части только в нашей компании.
I. Сварочный источник питания
Место нахождения |
Ключевые моменты проверки |
Замечание |
| Передняя панель |
2. Убедитесь, что индикатор включения работает правильно. |
|
| Вентилятор | 1. Проверьте, правильно ли работает вентилятор или слишком много шума. | Проверка необходима при обнаружении аномального шума или отсутствия вращения. |
| Источник питания |
3. Проверьте следы перегрева, например изменение цвета хлора. |
|
| Внешняя область |
2. Проверьте надежность крепления полки и других закрепленных деталей. |
II. Сварочная горелка
Место нахождения |
Ключевые моменты проверки |
Замечание |
| Сопло | 1. Установлен ли он прочно или деформирована передняя часть. | Это приводит к пузырям. |
| 2. Прикреплен ли он какими-то брызгами. | Это приводит к возгоранию сварочной горелки (рекомендуется применение средства, предотвращающего разбрызгивание). | |
| Контактная информация | 1. Надежно ли установлено | Причина повреждения фонаря |
| 2. Повреждение конца, износ или заедание отверстия. | Причина нестабильной дуги или обрыва дуги | |
| Проводящая трубка | 1.Проверьте размер экструзионной части | Замените его, если его длина меньше 6 мм.
Слишком короткое выдавливание может вызвать нестабильную дугу (при замене сделайте ее немного длиннее регулируемой). |
| 2. Проверьте соответствие диаметра сварочной проволоки и внутреннего диаметра контактной трубки. | Их непригодность может вызвать нестабильную арматуру. Поменяйте его в подходящую ванну. |
| Проводящая трубка | 3. Проверьте изгибаемые или удлиненные детали. | Причина плохой подачи проволоки или нестабильного арсенала. Пожалуйста, замените его. |
| 4. проверьте грязь внутри трубки и остатки проволочной оболочки. | Причина плохой подачи проволоки или нестабильного арсенала.
Пожалуйста, очистите угольным маслом или замените его. |
|
| 5. Проверьте повреждение трубки и износ уплотнительного кольца. | Это может вызвать брызги. Замените поврежденный. | |
Газовый диффузор |
1. Проверьте, вставлен ли он или заблокирован. Проверьте пригодность, если она приобретена у других поставщиков. | Это может привести к плохой газовой защите, дефекту сварки или возгоранию сварочной горелки и т. Д. Пожалуйста, обращайтесь с этим должным образом. |
III. Проволочный питатель
| Место нахождения | Ключевые моменты проверки | Замечание |
Натяжной рычаг |
1. Установлено ли подходящее давление. | Причина нестабильной подачи проволоки или нестабильной дуги. |
Направляющая трубка для проволоки |
1. Проверьте фрагмент сварочной проволоки и порошок на входе в направляющую трубку и обод колеса механизма подачи проволоки. | Очистите фрагмент. Выясните причину и устраните ее. |
| 2. Проверьте соответствие диаметра сварочной проволоки и внутреннего диаметра контактной трубки. | Причина нестабильности дуги, фрагмента сварочной проволоки или порошка. | |
| 3.Визуально проверьте входной центр направляющей трубки для проволоки и центр канавки на ролике подачи проволоки. | Несоответствие их может вызвать сварочный порошок проволоки и нестабильную дугу. | |
Проволочное приводное колесо |
1. Проверьте соответствие фактического диаметра вельдинговой проволоки номинальному диаметру колеса механизма подачи проволоки. | 1. Это вызывает подачу проволоки, заклинивание трубки подачи проволоки и нестабильную дугу. |
| 2. Проверьте заедание канавки колеса подачи проволоки. | 2. замените его, если обнаружено необычное явление. | |
Колесо давления |
1. Проверить стабильность вращения, износ плоскости пресса и сужение плоскости контакта. | Это вызывает плохую подачу проволоки. Кроме того, это вызывает нестабильную дугу. |
IV. Выходной кабель питания
Место нахождения |
Ключевые моменты проверки |
Замечание |
Кабель сварочной горелки |
2. Проверьте надежность крепления металлического разъема устройства быстрой сцепки. |
2. Слишком большая подача проволоки с изогнутым кабелем может привести к нестабильному электрическому напряжению. Поэтому, пожалуйста, выпрямите его во время сварки. |
Кабель выходной мощности |
2. Проверьте обнаженность (повреждение изоляции) и надежность соединения кабеля (разъем источника сварочного тока и подключение кабеля к заготовке). |
Должны быть приняты надлежащие меры контроля для обеспечения безопасности тела и стабильности сварки. Обычная проверка — общая и простая Регулярная проверка — тщательная и полная |
Кабель питания |
Убедитесь, что входные и выходные клеммы распределительной коробки надежно подключены.
4. Изношен, поврежден или обнажился изоляционный слой. |
 |
Заземляющий кабель |
1. Проверьте обрыв цепи и подключение заземляющего кабеля источника питания сварочного аппарата. 1. Проверьте разрыв цепи и подключение заземляющего кабеля обрабатываемой детали. |
безопасность, необходимо выполнить общий безопасность, необходимо выполнить общий осмотр. |
Всё что не понятно, обращаемся к поставщику.
Если Вам есть что сказать касаемо данного аппарата, оставьте отзыв в разделе Коментарии.
Аппарат опробовал, результатом доволен.
Для подтверждения на фото две прихватки на 20 ой профильной трубе 1,5 мм
Отзыв покупателя
Ссылка на Сварочный полуавтомат mig 250 от компании KeyGree
Характеристики для MIG 250:
1.【 3 в 1 MIG инвертор Welder】: новая модель сварочного аппарата с цифровой регулировкой. 180Amp DC инвертор сварщик имеет 3 функции сварки: MIG, ARC и LIFT TIG. Мощный DC 24V осевой вентилятор Охлаждающий безгазельный сварочный аппарат mig soonly. 2T/4T режим сварки позволяет
HZXVOGENMIG250NEW для быстрой точечной сварки и непрерывной вытяжной сварки.
2.【 Поддержка газа и газа 】: сварочный аппарат MIG может поддерживать газовые и безгазообразные сварочные работы, выберите свой метод сварки! Совместим с 1/5 кг, 0,8/1,00 мм флюсовой сердцевины провода. Мы также добавили новую функцию регулировки скорости подачи проволоки, чтобы сделать сварку более профессиональной. Совместимый Диаметр электрода: 2,5 2,5/3,2/4,0.
3.【Цифровой регулятор 】: «режим» переключатель MIG/ARC/LiftTIG функция, Регулировка тока и напряжения свободно. Новый интерфейсный дисплей делает сварочную работу точной и удобной. HITBOX MIG250 Stick welder имеет свою собственную функцию автоматического снижения напряжения для уменьшения потери Сварочного Провода.
4.【Свариваемые материалы 】: применимые профили: углеродистая сталь, оцинкованная углеродистая сталь, нержавеющая сталь. Применимая толщина: 0,8-8 мм (MIG) , 1-12 мм (ARC), для детей возрастом 1-6 мм (TIG ). Новый эффект индуктивности может регулировать мягкость и твердость дуги. Облегчают рабочие привычки каждого сварщика.
5.【 Гарантия 1 год 】:
HZXVOGENФокусируется на промышленности сварочного аппарата в течение 8 лет. Сварочный аппарат MIG250 обеспечивает отличную гарантию. Если у Вас возникли какие-либо проблемы при использовании этой машины, пожалуйста, сначала свяжитесь с нами. Наш онлайн 24 часа в сутки обслуживания клиентов поможет вам решить ваши проблемы. Просто будьте уверены, чтобы купить.
Товар/модель
MIG250
MIG1200(HBM1200)
MIG 145
Входное напряжение
AC230V ± 15%
DC230V ± 15%
Переменного тока ~ 220V ± 15%
Напряжение без нагрузки
64 в
DC50V
DC50V
Входная мощность
5,9 кВА
5,2 кВА
4,9 кВА
Сварочный ток rangeMMAA(A)
30 ~ 180
20-120
/
Дальномер сварочного тока (а)
20 ~ 180
30-120
/
Диапазон сварочного напряжения (MIG)(A)
30 ~ 160
30-120
30-120
2T/4T
Да
/
/
Функции MMA
Встроенный Горячий старт, дуговая сила, антипригарная и VRD
Встроенный Горячий старт, дуговая сила, антипригарная и VRD
/
Диапазон скорости подачи проволоки (м/мин)
2 ~ 14
2 ~ 14
2 ~ 14
Номинальный рабочий цикл
20%
35%
140A 25% 70A 60%
Общая эффективность
85%
85%
85%
Класс корпуса
IP21S
IP21S
IP21S
Мощность фактор COSφ
0,72
0,72
0,72
Класс изоляции
IEC60974-1 / EN60974-1
IEC60974-1 / EN60974-1
IEC60974-1 / EN60974-1
Шум (дБ)
<70 дБ
52 дБ
52 дБ
Применимый электрод/провод (мм):
1,6-4,0 (1,6-4,0 мм сварочный пруток) 6013 может использоваться очень хорошее, а также 7018) 0,6/0,8/0,9/10
2,5 (2,5 мм стержень) 6013 может быть использован очень хорошо, также 7018)/0,8/0,9/1,0
0,6/0,8 мм
Аппликатор
5 кг/1 кг
1 кг
1 кг
Посылка:
(MIG250)
1х сварочный аппарат Mig-250
1X MB15 Mig фонарь (длина его 3 м)
1X держатель электрода
1X Заземляющий зажим
1 газовая трубка
1X Руководство пользователя
1х флюс провод 1 кг
(Вы можете иметь tig пистолет включен, если вы выбираете вариант, который включает tig пистолет)
(MIG1200)(HBM1200)
1X Mig сварочный аппарат HBM1200
1X Заземляющий зажим
1X держатель электрода
1X Mig сварочный фонарь
1X порошковая проволока 0,5 кг
(Вы можете иметь tig пистолет включен, если вы выбираете вариант, который включает tig пистолет)
(MIG145)
1 * MIG145 сварочный аппарат1 * Mig фонарь1 * Заземляющий зажим1*1 кг сердечник потока (если у вас есть заказ)
Сварочный полуавтомат mig 250 от компании KeyGree был куплен мной для использования сугубо в бытовых целях.
У меня есть опыт работы на профессиональном трёх фазном инверторе, который не может работать от сети 220 вольт.
Я выбрал сварочный полуавтомат mig 250 исходя из моих предпочтений по характеристикам и лимита стоимости за аппарат.
Приобрести данный аппарат можно тут:
Основные и параметры на Сварочный полуавтомат mig 250
| Функция | Параметр | Значение |
| Вид продукции | изделие | MIG-250 |
| Номинальное входное напряжение | В | 1P-220V ± 10% |
| Частота | Гц | 50/60 |
| Номинальная входная мощность | кВА | 7,2 |
| Диапазон регулировки выходного тока | В | MIG:30-250 ММА: 30-225 |
| Напряжение без нагрузки | В | 65 |
| Тип подачи проволоки | Buit-in | 2 роликовый одиночный привод |
| Приемлемый провод | кг | ≤ 5 (≤ D200) |
| Материал может сварить | Нержавеющая сталь, углеродистая сталь, низкая легированная сталь | |
| Толщина сварки | мм | 0,9-10 |
| Эффективность | % | 85 |
| Коэффициент мощности | COSΦ | 0,93 |
| Рабочий цикл | % | 60 |
| Диаметр сварочной проволоки | мм | 0,6/0,8/1,0 |
| Вес нетто | кг | 9,6 |
| Вес брутто | кг | 14,1 |
| Размер машины | см | 47x21x34 |
Инструкция для пользователя на Сварочный Полуавтомат MIG 250
В комплекте с аппаратом пришла инструкция на английском, начало выглядит так:
IGBT INVERTER MULTI FUNCTIONS WELDING
MACHINE (CO2/MIG, MAG, MMA, TIG LIFT, GASLESS FLUX)
PRODUCT MODEL: MIG-250, MIG-250S
USER’S MANUAL
(READ THE MANUAL CAREFULLY BEFORE INSTALLATION, USE & MAINTENANCE)
Мне это не понравилось, решил сделать перевод, поехали:
МНОГОФУНКЦИОНАЛЬНАЯ СВАРКА IGBT ИНВЕРТОРА
МАШИНА (CO2 / MIG, MAG, MMA, TIG LIFT, БЕЗ ГАЗОВЫЙ ПОТОК)
МОДЕЛЬ ИЗДЕЛИЯ: MIG-250, MIG-250S
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ РУКОВОДСТВО ПЕРЕД УСТАНОВКОЙ, ИСПОЛЬЗОВАНИЕМ И ОБСЛУЖИВАНИЕМ)
Каталог
- Советы по безопасности …………………………………………………………. 3
- Общее введение ……………………………………………………………………… 4
- Электрические схемы ……………………………………………………………… 4
- Основные параметры ……………………………………………………………… 5
- Установка …………………………………………………………………………………. 6
- Кабель питания ……………………………………………………………………….. 6
- Выходной кабель питания ……………………………………………………… 6
III. Установка катушки с проволокой ……………………………………………….. 6
- Эксплуатация …………………………………………………………………………… 7
- Способ работы …………………………………………………………………………. 7
- Настройка сварочного тока …………………………………………………….. 7
III. Перечень параметров сварки (для низко углеродистой стали) … 7
- Настройка скорости сварки …………………………………………………….. 8
- Установка сухого удлинения сварного шва …………………………… 8
- Настройка расхода CO2 …………………………………………………………… 8
- Внимание ………………………………………………………………………………… 8
- Условия труда ………………………………………………………………………….. 8
- Советы по безопасности …………………………………………………………. 8
- Техническое обслуживание ……………………………………………………. 9
- Неисправности и ремонт ………………………………………………………. 10
- Источник питания для сварки ……………………………………………….. 10
- Сварочная горелка ………………………………………………………………….10
III. Устройство подачи проволоки …………………………………………………… 11
- Выходной кабель питания ……………………………………………………… 11
ОБЕЩАЕМ
Мы даем торжественное обещание: машина произведена в соответствии с китайскими и международными стандартами качества, в соответствии с международным стандартом безопасности IEC60974-1. Дизайн и технология продуктов защищены патентом. Гарантия на продукцию составляет один год со дня покупки. Пожалуйста, внимательно прочтите руководство пользователя перед работой.
Во время процесса сварки работа может причинить вред вам и другим людям, поэтому, пожалуйста, позаботьтесь о защите. Для получения более подробной информации, пожалуйста, прочтите «Руководство по безопасности оператора» в соответствии с инструкциями производителя по предотвращению несчастных случаев.
Перед работой работник должен пройти профессиональную подготовку.
- Используйте средства безопасности при сварке, разработанные министерством надзора за безопасностью.
- Работник должен быть спец оператором с действующим сертификатом на выполнение сварочных работ по металлу.
- Во время технического обслуживания и ремонта отключите электрическую линию.
Поражение электрическим током: это может привести к травмам и даже к летальному исходу.
- Подключите заземляющий кабель в соответствии со стандартными правилами.
- Избегайте любого контакта с ток ведущими компонентами сварочной цепи, электродами и проволокой голыми руками.
- Оператор должен изолировать заготовку и землю от себя.
- Убедитесь, что рабочее место находится в безопасном положении.
Дым — может быть вреден для здоровья людей.
- Держите голову подальше от дыма и сварочного газа, чтобы не вдыхать его.
- Во время сварки обеспечьте хорошую вентиляцию рабочей зоны
- Излучение дуги: вредно для глаз и кожи.
- Чтобы защитить глаза и тело, надевайте сварочный шлем, рабочую одежду и перчатки.
- Люди в рабочей зоне или рядом с ней должны быть защищены сварочным шлемом и другим защитным оборудованием.
Опасность пожара или взрыва может быть вызвана неправильной эксплуатацией.
- Сварочный огонь пламя может вызвать пожар, пожалуйста, держите легковоспламеняющиеся вещества подальше от заготовки и соблюдайте пожарную безопасность.
- Убедитесь, что поблизости есть огнетушитель, и здесь должен быть профессиональный пожарный, который может уметь обращаться с огнетушителем.
- Не сваривайте закрытую тару.
Не используйте эту машину для размораживания труб.
Горячая деталь может обжечь руку.
- Не прикасайтесь к горячей детали голыми руками.
- Во время непрерывной длительной сварки у сварочной горелки должно быть время, чтобы охладиться.
Магнитное поле влияет на кардиостимулятор.
- Пользователь кардиостимулятора должен держаться подальше от места сварки, пока не получит разрешение врача.
Движущийся компонент может повредить людям.
- Держитесь подальше от движущихся компонентов, таких как вентилятор.
- Держите панель, заднюю панель, крышку и защитное оборудование закрепленными на машине.
Неисправность — вам следует обратиться за помощью к профессиональному работнику, когда вы столкнетесь с какой-либо проблемой.
- Если у вас возникнут проблемы при установке и эксплуатации, проверьте машину в соответствии с руководством по эксплуатации.
- Прочитав руководство по эксплуатации, вы по-прежнему не можете понять или решить проблему, обратитесь за профессиональной помощью к своему поставщику или в сервисный центр нашей компании.
2. Общее введение на Сварочный полуавтомат mig 250
Сварочные аппараты MIG-205DS / MMA / LIFT TIG производятся на основе передовой инверторной технологии. Принцип работы состоит в том, чтобы сначала преобразовать переменный ток 50/60 Гц в постоянный. Затем постоянный ток преобразуется в высокочастотный переменный ток (20 кГц) компонентами IGBT перед выпрямлением.
Машины этой серии имеют следующие особенности:
- Технология инвертора IGBT, управление текущим режимом.
- Обратная связь по замкнутой цепи с постоянным выходным напряжением.
- Хорошая устойчивость к колебаниям напряжения. (+/- 15%)
- Управление электрическим реактором, стабильный сварочный процесс с небольшим разбрызгиванием, глубокая сварочная ванна и красивый сварной шов.
- Медленная подача проволоки для зажигания дуги и удаление шарика наконечника после сварки обеспечивают высокий уровень успешности зажигания дуги.
- Подходит для сварки тонких и средних металлических листов толщиной более 8 мм.
- Небольшие габариты, легкий вес, простота в эксплуатации, практичность и экономичность.
- КПД этой машины выше 85%. Это экономит более 30% энергии по сравнению с обычными сварочными аппаратами.
3. Электрические схемы Сварочный полуавтомат mig 250
4. Главный параметр на:
- Сварочный полуавтомат mig-250
- Сварочный полуавтомат mig-250S
5. Установка Сварочный полуавтомат mig 250
I . Входной кабель питания
Каждая машина оснащена кабелем ввода питания. Подключите кабель к сети переменного тока Однофазный 110 / 220В = ± 10% питания.
Баллон с газом CO2
Надежно соедините баллон с газом CO2 с впускным отверстием для CO2 на задней стороне сварочного аппарата с помощью шланга для подачи газа.
Требуется редуктор — регулятор Agas для газового баллона CO2.
II. Выходной кабель питания
1) Используя функции CO2 / MIG, MAG, вставьте выход кабеля (+/-) в гнездо соединения (+), а зажим заземления в гнездо (-), подключите сварочную горелку к гнезду на передней панели и плотно закрутите.
Тем временем вставьте сварочную проволоку в сварочную горелку вручную с помощью встроенного механизма подачи проволоки.
2) Используя функцию без газа, подключите, пожалуйста, вставьте соединение (+/-) в (-) гнездо, а зажим заземления — в (+) гнездо, подключите сварочную горелку к разъему на передней панели и затяните его.
Тем временем вставьте сварочную проволоку в сварочную горелку вручную с помощью встроенного механизма подачи проволоки.
3) (текст отсутствует)
4) Используя функции MMA и TIG LIFT, вставьте электрододержатель в (+), а зажим заземления — в (-).
III. Установка катушки с проволокой
1) Установите катушку со сварочной проволокой на вал механизма подачи проволоки. Зафиксируйте катушку с проволокой держателем катушки.
2) Выберите подходящий контактный наконечник в соответствии с размером сварочной проволоки.
3) Ослабьте винт прижимного колеса для проволоки и проведите проволоку в канавку ведущего колеса для проволоки через направляющую трубку. Отрегулируйте прижимное колесо, чтобы не было проскальзывания проволоки.
Но слишком большое давление вызовет деформацию сварочной проволоки и повлияет на скорость подачи проволоки.
4) Установите рулон сварочной проволоки против часовой стрелки.
Головная часть сварочной проволоки всегда вставляется в крепежное отверстие на ободе катушки с проволокой, чтобы избежать расшатывания проволоки.
Отрежьте изогнутую часть проволоки перед установкой во время использования, чтобы избежать застревания проволоки.
5) Выберите правильный след канавки подачи проволоки по диаметру сварочной проволоки.
6) Нажмите кнопку
, чтобы вывести проволоку из сварочной горелки.
Комплект на Сварочный полуавтомат mig-250
Сварочные работы
-
В комплект включено
- Кабель длиной 10 футов (3.048 метра) с электрод держателем на 300 А
- 10- футовый кабель с зажимом заземления на 300 А
- Газовый шланг
- Кисть и молоток
- Руководство по эксплуатации
6. Органы управления Сварочный полуавтомат mig 250
I.
- A: Кнопка выбора режима сварки
- B: Кнопка для выбора газа
- C: Кнопка для выбора диаметра провода
- D: Инширование: подача проволоки вручную
- E: Код работы и ошибка
- F: Регулировка напряжения
E: Коды
II. Настройка сварочного тока.
Сварочный ток и напряжение дуги напрямую влияют на стабильность, качество и эффективность сварки. Таким образом, для качественной сварки требуется хорошее согласование сварочного тока и напряжения дуги. Это зависит от диаметра сварочной проволоки, режима капельного переноса и требований к эффективности сварки. Относительно настройки тока и напряжения для обычной сварки, пожалуйста, обратитесь к форме ниже. Относительно различных требований к сварке см. «Таблицу параметров сварки в увеличенном масштабе».
III. Список параметров сварки. (Для низко углеродистой стали)
Толщина заготовки (ММ) |
Рекомендуемый сварочный ток (А) |
Рекомендуемые сварочные напряжения (В) |
| 1,0 | 20-60 | 20.8-22.4 |
| 1,6 | 44-84 | 21.76-23.36 |
| 2,0 | 60-100 | 22.4-24 |
| 2,5 | 80-120 | 23.3-24.8 |
| 3,2 | 108-148 | 23.4-24.93 |
| 4,0 | 104-180 | 24.6-27.2 |
IV. Настройка скорости сварки
Скорость сварки влияет на качество и эффективность сварки. Более высокая скорость сварки означает меньшую газовую защиту, более высокую скорость охлаждения, меньшую гибкость и меньшую гибкость сварочного шва. Более низкая скорость сварки может привести к прожиганию заготовки и вздутию сварного шва. При фактическом производстве поддерживайте скорость сварки менее 30 м / ч.
V. Настройка сухого удлинения сварочной проволоки.
Более сухое вытягивание сварочной проволоки означает более глубокое проплавление, более быстрое плавление сварочной проволоки и более высокую эффективность производства. Но чрезмерная длина сухого удлинения может вызвать выгорание проволоки и выплескивание капли. Таким образом, при фактической сварке всегда выбирается длина, в 10 раз превышающая диаметр сварочной проволоки.
VI. Настройка расхода CO2
Расход CO2 рассчитан на эффект защиты от газа.
Кроме того, газовая защита при внутренней угловой сварке лучше, чем при наружной угловой сварке. Поэтому следует выбирать меньший расход газа.
Для конкретных цифр, пожалуйста, обратитесь к форме ниже.
Выбор расхода CO2
Режим сварки |
Тонкая заготовка / экран CO2 |
Толстая заготовка / экран CO2 |
Толстая заготовка/ сильноточный / CO2-экран |
| Расход CO2 (л / мин) | 5 ̴ 15 | 15 ̴ 25 | 25 ̴ 50 |
7. Внимание при использовании Сварочный полуавтомат mig 250
1. Рабочая среда.
- Окружающая среда должна быть сухой, а влажность воздуха не должна превышать 90%.
- Температура должна быть от -10*C до 40*C.
- Избегайте сварки под дождем или горячим солнцем, не допускайте попадания воды или дождя в машину.
- Не работайте в пыльных местах или агрессивных парах.
- Избегайте использования машины в условиях сильного воздушного потока.
2. Безопасные советы.
Машина оборудована устройством защиты от перенапряжения, перегрузки по току и перегрева. Если напряжение, выходной ток и температура превышают стандартные, машина перестанет работать. Кроме того, чрезмерное использование машины из-за превышения напряжения может привести к ее повреждению, поэтому, пожалуйста, обратите внимание на следующее:
(1). Обеспечьте хорошую вентиляцию.
Во время работы машина будет генерировать высокую температуру, и ей потребуется помощь вентилятора для охлаждения машины. Поэтому пользователи, пожалуйста, убедитесь, что вентиляционное отверстие не заблокировано и не закрыто. Между тем, держите предметы вокруг машины на расстоянии не менее 0,3 м. Сохранение воздушности помогает быстрее снизить температуру и обеспечивает более длительный срок службы машины.
(2). Токовая перегрузка запрещена.
Пристальное внимание следует уделять допустимому току нагрузки (доступному рабочему циклу), чтобы сварочный ток был ниже максимально допустимого. Перегрузка по току значительно сокращает срок службы машины или даже приводит к ее повреждению.
(3). Перегрузка по напряжению запрещена
Напряжение источника питания указано в «Таблице основных параметров». В нормальных условиях схема автокомпенсации в аппарате помогает поддерживать сварочный ток в допустимом диапазоне. Перегрузка по напряжению приводит к повреждению машины, поэтому необходимы профилактические меры.
(4). Кабель заземления подключается к земле.
На задней панели рядом с винтом заземления есть отметка. Перед использованием машины выберите провод (площадь поперечного сечения более 6 мм2) для соединения винта заземления с землей, чтобы избежать поражения электрическим током и снять статическое электричество.
(5). Отсутствие перегрузки стандартного номинального рабочего цикла.
Когда он перегружает стандарт, машина перестанет работать из-за перегрева внутри машины. После остановки и отдыха в течение некоторого времени машина снова может работать.
8. Обслуживание Сварочный полуавтомат mig 250
1). Нижеприведенные операции должны выполняться профессиональным оператором, обладающим электротехническими и безопасными знаниями и квалификационным сертификатом. Перед открытием машины убедитесь, что входной провод машины не подключен к источнику питания.
2) Своевременно проверяйте соединительную цепь внутри сварочного аппарата, убедитесь, что все соединения правильные, стабильный разъем (особенно на штекерном соединителе или компоненте). Если кто-то покрылся ржавчиной или отсоединился, удалите ржавчину или оксидную пленку наждачной бумагой, снова подключите ее и закрепите соединение.
3). Не приближайтесь к электронному компоненту (например, вентилятору) внутри машины руками, волосами и другими инструментами, когда машина находится под напряжением.
4). Избавьтесь от пыли с помощью сухого сжатого общего воздуха. Если машина работает в условиях густого дыма и загрязненного воздуха, ежедневно удаляйте пыль. Сжатое давление должно быть на рабочем уровне, чтобы избежать повреждения компонентов.
5). Постарайтесь, чтобы вода и водяной пар не попадали внутрь машины. Если вода попала внутрь машины, немедленно просушите ее. Затем проверьте состояние изоляции сварочного аппарата (включая каждое соединение или между соединениями и кожухом). Если все в порядке, продолжайте работу.
6). Проверить все покрытие сварочного кабеля в целом. Любой износ, пожалуйста, свяжите или замените.
7). Пожалуйста, храните сварочный аппарат в оригинальной упаковке в сухом месте в течение длительного времени без использования.
9. Неисправности и ремонт Сварочный полуавтомат mig 250
Техническое обслуживание и устранение неисправностей имеют решающее значение для оптимизации работы машин и обеспечения безопасных рабочих условий. При проведении технического обслуживания и поиска неисправностей обращайте внимание на следующие детали и точки и проверяйте их:
- сварочная горелка,
- износ запасных частей в устройстве подачи проволоки,
- деформация и газовое отверстие.
Очистите пыль с некоторых деталей или замените при необходимости. Чтобы сохранить первоначальную функцию машины, покупайте оригинальные запасные части только в нашей компании.
I. Сварочный источник питания
Место нахождения |
Ключевые моменты проверки |
Замечание |
| Передняя панель |
2. Убедитесь, что индикатор включения работает правильно. |
|
| Вентилятор | 1. Проверьте, правильно ли работает вентилятор или слишком много шума. | Проверка необходима при обнаружении аномального шума или отсутствия вращения. |
| Источник питания |
3. Проверьте следы перегрева, например изменение цвета хлора. |
|
| Внешняя область |
2. Проверьте надежность крепления полки и других закрепленных деталей. |
II. Сварочная горелка
Место нахождения |
Ключевые моменты проверки |
Замечание |
| Сопло | 1. Установлен ли он прочно или деформирована передняя часть. | Это приводит к пузырям. |
| 2. Прикреплен ли он какими-то брызгами. | Это приводит к возгоранию сварочной горелки (рекомендуется применение средства, предотвращающего разбрызгивание). | |
| Контактная информация | 1. Надежно ли установлено | Причина повреждения фонаря |
| 2. Повреждение конца, износ или заедание отверстия. | Причина нестабильной дуги или обрыва дуги | |
| Проводящая трубка | 1.Проверьте размер экструзионной части | Замените его, если его длина меньше 6 мм.
Слишком короткое выдавливание может вызвать нестабильную дугу (при замене сделайте ее немного длиннее регулируемой). |
| 2. Проверьте соответствие диаметра сварочной проволоки и внутреннего диаметра контактной трубки. | Их непригодность может вызвать нестабильную арматуру. Поменяйте его в подходящую ванну. |
| Проводящая трубка | 3. Проверьте изгибаемые или удлиненные детали. | Причина плохой подачи проволоки или нестабильного арсенала. Пожалуйста, замените его. |
| 4. проверьте грязь внутри трубки и остатки проволочной оболочки. | Причина плохой подачи проволоки или нестабильного арсенала.
Пожалуйста, очистите угольным маслом или замените его. |
|
| 5. Проверьте повреждение трубки и износ уплотнительного кольца. | Это может вызвать брызги. Замените поврежденный. | |
Газовый диффузор |
1. Проверьте, вставлен ли он или заблокирован. Проверьте пригодность, если она приобретена у других поставщиков. | Это может привести к плохой газовой защите, дефекту сварки или возгоранию сварочной горелки и т. Д. Пожалуйста, обращайтесь с этим должным образом. |
III. Проволочный питатель
| Место нахождения | Ключевые моменты проверки | Замечание |
Натяжной рычаг |
1. Установлено ли подходящее давление. | Причина нестабильной подачи проволоки или нестабильной дуги. |
Направляющая трубка для проволоки |
1. Проверьте фрагмент сварочной проволоки и порошок на входе в направляющую трубку и обод колеса механизма подачи проволоки. | Очистите фрагмент. Выясните причину и устраните ее. |
| 2. Проверьте соответствие диаметра сварочной проволоки и внутреннего диаметра контактной трубки. | Причина нестабильности дуги, фрагмента сварочной проволоки или порошка. | |
| 3.Визуально проверьте входной центр направляющей трубки для проволоки и центр канавки на ролике подачи проволоки. | Несоответствие их может вызвать сварочный порошок проволоки и нестабильную дугу. | |
Проволочное приводное колесо |
1. Проверьте соответствие фактического диаметра вельдинговой проволоки номинальному диаметру колеса механизма подачи проволоки. | 1. Это вызывает подачу проволоки, заклинивание трубки подачи проволоки и нестабильную дугу. |
| 2. Проверьте заедание канавки колеса подачи проволоки. | 2. замените его, если обнаружено необычное явление. | |
Колесо давления |
1. Проверить стабильность вращения, износ плоскости пресса и сужение плоскости контакта. | Это вызывает плохую подачу проволоки. Кроме того, это вызывает нестабильную дугу. |
IV. Выходной кабель питания
Место нахождения |
Ключевые моменты проверки |
Замечание |
Кабель сварочной горелки |
2. Проверьте надежность крепления металлического разъема устройства быстрой сцепки. |
2. Слишком большая подача проволоки с изогнутым кабелем может привести к нестабильному электрическому напряжению. Поэтому, пожалуйста, выпрямите его во время сварки. |
Кабель выходной мощности |
2. Проверьте обнаженность (повреждение изоляции) и надежность соединения кабеля (разъем источника сварочного тока и подключение кабеля к заготовке). |
Должны быть приняты надлежащие меры контроля для обеспечения безопасности тела и стабильности сварки. Обычная проверка — общая и простая Регулярная проверка — тщательная и полная |
Кабель питания |
Убедитесь, что входные и выходные клеммы распределительной коробки надежно подключены.
4. Изношен, поврежден или обнажился изоляционный слой. |
|
Заземляющий кабель |
1. Проверьте обрыв цепи и подключение заземляющего кабеля источника питания сварочного аппарата. 1. Проверьте разрыв цепи и подключение заземляющего кабеля обрабатываемой детали. |
безопасность, необходимо выполнить общий безопасность, необходимо выполнить общий осмотр. |
Всё что не понятно, обращаемся к поставщику.
Если Вам есть что сказать касаемо данного аппарата, оставьте отзыв в разделе Коментарии.
Аппарат опробовал, результатом доволен.
Для подтверждения на фото две прихватки на 20 ой профильной трубе 1,5 мм
Отзыв покупателя
Ссылка на Сварочный полуавтомат mig 250 от компании KeyGree

Сварочный инвертор HZXVOGEN имеет 4 функции сварки: MIG flux, MIG gas, ARC и LIFT TIG. Новый интерфейс делает сварочную работу точной и удобной. Функция переключения MIG/ARC/LiftTIG одним нажатием кнопки «режим». 2T / 4T позволяет быстро выполнять точечную сварку и непрерывную тяговую сварку.
Характеристики:
Номинальное входное напряжение (V): AC230V ± 15% 50/60 Гц
Номинальная входная мощность (кВА): 5,9
Номинальный входной ток (A): 26,2
Диапазон сварочного тока (А) :(ММА) 30 ~ 180
Диапазон сварочного тока (A) :(TIG)20 ~ 180
Диапазон сварочного напряжения (A) :(MIG)30 ~ 250
Диапазон скорости подачи проволоки (м/мин): 2 ~ 14
Напряжение открытой цепи (В):U0: 64 Ur: 15,5
Общая эффективность (%):85
Класс защиты корпуса: IP21S
Коэффициент мощности COSφ: 0,72
Класс изоляции: H
Стандарт: IEC60974-1 / EN60974-1
Шум (дБ):<70
Вес (кг): 10,8
Применимый электрод/провод (мм): 1,6-4,0
Функция сварки: MIG airless, MIGCO2, LIFT TIG, MMA
Подходит для сварочной проволоки диаметром: 0,6/0,8/0,9/1,0 мм

Особенности:
1. MMA/TIG/MIG/Gasless самоэкранированная дуговая сварка (стандарт)
2. MIG функции: инчинг, 2T/4T, регулировка индуктивности
3. Функции MMA: встроенный горячий старт, дуговая сила, антипригарная и VRD
4. Функции TIG: подъемник tig, антипригарный режим и VRD
5. Снижение уровня шума
6. Новая автоматическая функция подачи проволоки: делает провод быстрее и экономит время.
7. Новая индуктивность: Отрегулируйте ширину дуги

Перейти в магазин
Добавить в избранное
Рейтинг купона или акции:
+4
Характеристики для MIG 250:
1.【 3 в 1 MIG инвертор Welder】: новая модель сварочного аппарата с цифровой регулировкой. 180Amp DC инвертор сварщик имеет 3 функции сварки: MIG, ARC и LIFT TIG. Мощный DC 24V осевой вентилятор Охлаждающий безгазельный сварочный аппарат mig soonly. 2T/4T режим сварки позволяет
HZXVOGENMIG250NEW для быстрой точечной сварки и непрерывной вытяжной сварки.
2.【 Поддержка газа и газа 】: сварочный аппарат MIG может поддерживать газовые и безгазообразные сварочные работы, выберите свой метод сварки! Совместим с 1/5 кг, 0,8/1,00 мм флюсовой сердцевины провода. Мы также добавили новую функцию регулировки скорости подачи проволоки, чтобы сделать сварку более профессиональной. Совместимый Диаметр электрода: 2,5 2,5/3,2/4,0.
3.【Цифровой регулятор 】: «режим» переключатель MIG/ARC/LiftTIG функция, Регулировка тока и напряжения свободно. Новый интерфейсный дисплей делает сварочную работу точной и удобной. HITBOX MIG250 Stick welder имеет свою собственную функцию автоматического снижения напряжения для уменьшения потери Сварочного Провода.
4.【Свариваемые материалы 】: применимые профили: углеродистая сталь, оцинкованная углеродистая сталь, нержавеющая сталь. Применимая толщина: 0,8-8 мм (MIG) , 1-12 мм (ARC), для детей возрастом 1-6 мм (TIG ). Новый эффект индуктивности может регулировать мягкость и твердость дуги. Облегчают рабочие привычки каждого сварщика.
5.【 Гарантия 1 год 】:
HZXVOGENФокусируется на промышленности сварочного аппарата в течение 8 лет. Сварочный аппарат MIG250 обеспечивает отличную гарантию. Если у Вас возникли какие-либо проблемы при использовании этой машины, пожалуйста, сначала свяжитесь с нами. Наш онлайн 24 часа в сутки обслуживания клиентов поможет вам решить ваши проблемы. Просто будьте уверены, чтобы купить.
Товар/модель
MIG250
MIG1200(HBM1200)
MIG 145
Входное напряжение
AC230V ± 15%
DC230V ± 15%
Переменного тока ~ 220V ± 15%
Напряжение без нагрузки
64 в
DC50V
DC50V
Входная мощность
5,9 кВА
5,2 кВА
4,9 кВА
Сварочный ток rangeMMAA(A)
30 ~ 180
20-120
/
Дальномер сварочного тока (а)
20 ~ 180
30-120
/
Диапазон сварочного напряжения (MIG)(A)
30 ~ 160
30-120
30-120
2T/4T
Да
/
/
Функции MMA
Встроенный Горячий старт, дуговая сила, антипригарная и VRD
Встроенный Горячий старт, дуговая сила, антипригарная и VRD
/
Диапазон скорости подачи проволоки (м/мин)
2 ~ 14
2 ~ 14
2 ~ 14
Номинальный рабочий цикл
20%
35%
140A 25% 70A 60%
Общая эффективность
85%
85%
85%
Класс корпуса
IP21S
IP21S
IP21S
Мощность фактор COSφ
0,72
0,72
0,72
Класс изоляции
IEC60974-1 / EN60974-1
IEC60974-1 / EN60974-1
IEC60974-1 / EN60974-1
Шум (дБ)
<70 дБ
52 дБ
52 дБ
Применимый электрод/провод (мм):
1,6-4,0 (1,6-4,0 мм сварочный пруток) 6013 может использоваться очень хорошее, а также 7018) 0,6/0,8/0,9/10
2,5 (2,5 мм стержень) 6013 может быть использован очень хорошо, также 7018)/0,8/0,9/1,0
0,6/0,8 мм
Аппликатор
5 кг/1 кг
1 кг
1 кг
Посылка:
(MIG250)
1х сварочный аппарат Mig-250
1X MB15 Mig фонарь (длина его 3 м)
1X держатель электрода
1X Заземляющий зажим
1 газовая трубка
1X Руководство пользователя
1х флюс провод 1 кг
(Вы можете иметь tig пистолет включен, если вы выбираете вариант, который включает tig пистолет)
(MIG1200)(HBM1200)
1X Mig сварочный аппарат HBM1200
1X Заземляющий зажим
1X держатель электрода
1X Mig сварочный фонарь
1X порошковая проволока 0,5 кг
(Вы можете иметь tig пистолет включен, если вы выбираете вариант, который включает tig пистолет)
(MIG145)
1 * MIG145 сварочный аппарат1 * Mig фонарь1 * Заземляющий зажим1*1 кг сердечник потока (если у вас есть заказ)
Сварочный полуавтомат mig 250 от компании KeyGree был куплен мной для использования сугубо в бытовых целях.
У меня есть опыт работы на профессиональном трёх фазном инверторе, который не может работать от сети 220 вольт.
Я выбрал сварочный полуавтомат mig 250 исходя из моих предпочтений по характеристикам и лимита стоимости за аппарат.
Приобрести данный аппарат можно тут:
Основные и параметры на Сварочный полуавтомат mig 250
| Функция | Параметр | Значение |
| Вид продукции | изделие | MIG-250 |
| Номинальное входное напряжение | В | 1P-220V ± 10% |
| Частота | Гц | 50/60 |
| Номинальная входная мощность | кВА | 7,2 |
| Диапазон регулировки выходного тока | В | MIG:30-250 ММА: 30-225 |
| Напряжение без нагрузки | В | 65 |
| Тип подачи проволоки | Buit-in | 2 роликовый одиночный привод |
| Приемлемый провод | кг | ≤ 5 (≤ D200) |
| Материал может сварить | Нержавеющая сталь, углеродистая сталь, низкая легированная сталь | |
| Толщина сварки | мм | 0,9-10 |
| Эффективность | % | 85 |
| Коэффициент мощности | COSΦ | 0,93 |
| Рабочий цикл | % | 60 |
| Диаметр сварочной проволоки | мм | 0,6/0,8/1,0 |
| Вес нетто | кг | 9,6 |
| Вес брутто | кг | 14,1 |
| Размер машины | см | 47x21x34 |
Инструкция для пользователя на Сварочный Полуавтомат MIG 250
В комплекте с аппаратом пришла инструкция на английском, начало выглядит так:
IGBT INVERTER MULTI FUNCTIONS WELDING
MACHINE (CO2/MIG, MAG, MMA, TIG LIFT, GASLESS FLUX)
PRODUCT MODEL: MIG-250, MIG-250S
USER’S MANUAL
(READ THE MANUAL CAREFULLY BEFORE INSTALLATION, USE & MAINTENANCE)
Мне это не понравилось, решил сделать перевод, поехали:
МНОГОФУНКЦИОНАЛЬНАЯ СВАРКА IGBT ИНВЕРТОРА
МАШИНА (CO2 / MIG, MAG, MMA, TIG LIFT, БЕЗ ГАЗОВЫЙ ПОТОК)
МОДЕЛЬ ИЗДЕЛИЯ: MIG-250, MIG-250S
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ РУКОВОДСТВО ПЕРЕД УСТАНОВКОЙ, ИСПОЛЬЗОВАНИЕМ И ОБСЛУЖИВАНИЕМ)
Каталог
- Советы по безопасности …………………………………………………………. 3
- Общее введение ……………………………………………………………………… 4
- Электрические схемы ……………………………………………………………… 4
- Основные параметры ……………………………………………………………… 5
- Установка …………………………………………………………………………………. 6
- Кабель питания ……………………………………………………………………….. 6
- Выходной кабель питания ……………………………………………………… 6
III. Установка катушки с проволокой ……………………………………………….. 6
- Эксплуатация …………………………………………………………………………… 7
- Способ работы …………………………………………………………………………. 7
- Настройка сварочного тока …………………………………………………….. 7
III. Перечень параметров сварки (для низко углеродистой стали) … 7
- Настройка скорости сварки …………………………………………………….. 8
- Установка сухого удлинения сварного шва …………………………… 8
- Настройка расхода CO2 …………………………………………………………… 8
- Внимание ………………………………………………………………………………… 8
- Условия труда ………………………………………………………………………….. 8
- Советы по безопасности …………………………………………………………. 8
- Техническое обслуживание ……………………………………………………. 9
- Неисправности и ремонт ………………………………………………………. 10
- Источник питания для сварки ……………………………………………….. 10
- Сварочная горелка ………………………………………………………………….10
III. Устройство подачи проволоки …………………………………………………… 11
- Выходной кабель питания ……………………………………………………… 11
ОБЕЩАЕМ
Мы даем торжественное обещание: машина произведена в соответствии с китайскими и международными стандартами качества, в соответствии с международным стандартом безопасности IEC60974-1. Дизайн и технология продуктов защищены патентом. Гарантия на продукцию составляет один год со дня покупки. Пожалуйста, внимательно прочтите руководство пользователя перед работой.
Во время процесса сварки работа может причинить вред вам и другим людям, поэтому, пожалуйста, позаботьтесь о защите. Для получения более подробной информации, пожалуйста, прочтите «Руководство по безопасности оператора» в соответствии с инструкциями производителя по предотвращению несчастных случаев.
Перед работой работник должен пройти профессиональную подготовку.
- Используйте средства безопасности при сварке, разработанные министерством надзора за безопасностью.
- Работник должен быть спец оператором с действующим сертификатом на выполнение сварочных работ по металлу.
- Во время технического обслуживания и ремонта отключите электрическую линию.
Поражение электрическим током: это может привести к травмам и даже к летальному исходу.
- Подключите заземляющий кабель в соответствии со стандартными правилами.
- Избегайте любого контакта с ток ведущими компонентами сварочной цепи, электродами и проволокой голыми руками.
- Оператор должен изолировать заготовку и землю от себя.
- Убедитесь, что рабочее место находится в безопасном положении.
Дым — может быть вреден для здоровья людей.
- Держите голову подальше от дыма и сварочного газа, чтобы не вдыхать его.
- Во время сварки обеспечьте хорошую вентиляцию рабочей зоны
- Излучение дуги: вредно для глаз и кожи.
- Чтобы защитить глаза и тело, надевайте сварочный шлем, рабочую одежду и перчатки.
- Люди в рабочей зоне или рядом с ней должны быть защищены сварочным шлемом и другим защитным оборудованием.
Опасность пожара или взрыва может быть вызвана неправильной эксплуатацией.
- Сварочный огонь пламя может вызвать пожар, пожалуйста, держите легковоспламеняющиеся вещества подальше от заготовки и соблюдайте пожарную безопасность.
- Убедитесь, что поблизости есть огнетушитель, и здесь должен быть профессиональный пожарный, который может уметь обращаться с огнетушителем.
- Не сваривайте закрытую тару.
Не используйте эту машину для размораживания труб.
Горячая деталь может обжечь руку.
- Не прикасайтесь к горячей детали голыми руками.
- Во время непрерывной длительной сварки у сварочной горелки должно быть время, чтобы охладиться.
Магнитное поле влияет на кардиостимулятор.
- Пользователь кардиостимулятора должен держаться подальше от места сварки, пока не получит разрешение врача.
Движущийся компонент может повредить людям.
- Держитесь подальше от движущихся компонентов, таких как вентилятор.
- Держите панель, заднюю панель, крышку и защитное оборудование закрепленными на машине.
Неисправность — вам следует обратиться за помощью к профессиональному работнику, когда вы столкнетесь с какой-либо проблемой.
- Если у вас возникнут проблемы при установке и эксплуатации, проверьте машину в соответствии с руководством по эксплуатации.
- Прочитав руководство по эксплуатации, вы по-прежнему не можете понять или решить проблему, обратитесь за профессиональной помощью к своему поставщику или в сервисный центр нашей компании.
2. Общее введение на Сварочный полуавтомат mig 250
Сварочные аппараты MIG-205DS / MMA / LIFT TIG производятся на основе передовой инверторной технологии. Принцип работы состоит в том, чтобы сначала преобразовать переменный ток 50/60 Гц в постоянный. Затем постоянный ток преобразуется в высокочастотный переменный ток (20 кГц) компонентами IGBT перед выпрямлением.
Машины этой серии имеют следующие особенности:
- Технология инвертора IGBT, управление текущим режимом.
- Обратная связь по замкнутой цепи с постоянным выходным напряжением.
- Хорошая устойчивость к колебаниям напряжения. (+/- 15%)
- Управление электрическим реактором, стабильный сварочный процесс с небольшим разбрызгиванием, глубокая сварочная ванна и красивый сварной шов.
- Медленная подача проволоки для зажигания дуги и удаление шарика наконечника после сварки обеспечивают высокий уровень успешности зажигания дуги.
- Подходит для сварки тонких и средних металлических листов толщиной более 8 мм.
- Небольшие габариты, легкий вес, простота в эксплуатации, практичность и экономичность.
- КПД этой машины выше 85%. Это экономит более 30% энергии по сравнению с обычными сварочными аппаратами.
3. Электрические схемы Сварочный полуавтомат mig 250
4. Главный параметр на:
- Сварочный полуавтомат mig-250
- Сварочный полуавтомат mig-250S
5. Установка Сварочный полуавтомат mig 250
I . Входной кабель питания
Каждая машина оснащена кабелем ввода питания. Подключите кабель к сети переменного тока Однофазный 110 / 220В = ± 10% питания.
Баллон с газом CO2
Надежно соедините баллон с газом CO2 с впускным отверстием для CO2 на задней стороне сварочного аппарата с помощью шланга для подачи газа.
Требуется редуктор — регулятор Agas для газового баллона CO2.
II. Выходной кабель питания
1) Используя функции CO2 / MIG, MAG, вставьте выход кабеля (+/-) в гнездо соединения (+), а зажим заземления в гнездо (-), подключите сварочную горелку к гнезду на передней панели и плотно закрутите.
Тем временем вставьте сварочную проволоку в сварочную горелку вручную с помощью встроенного механизма подачи проволоки.
2) Используя функцию без газа, подключите, пожалуйста, вставьте соединение (+/-) в (-) гнездо, а зажим заземления — в (+) гнездо, подключите сварочную горелку к разъему на передней панели и затяните его.
Тем временем вставьте сварочную проволоку в сварочную горелку вручную с помощью встроенного механизма подачи проволоки.
3) (текст отсутствует)
4) Используя функции MMA и TIG LIFT, вставьте электрододержатель в (+), а зажим заземления — в (-).
III. Установка катушки с проволокой
1) Установите катушку со сварочной проволокой на вал механизма подачи проволоки. Зафиксируйте катушку с проволокой держателем катушки.
2) Выберите подходящий контактный наконечник в соответствии с размером сварочной проволоки.
3) Ослабьте винт прижимного колеса для проволоки и проведите проволоку в канавку ведущего колеса для проволоки через направляющую трубку. Отрегулируйте прижимное колесо, чтобы не было проскальзывания проволоки.
Но слишком большое давление вызовет деформацию сварочной проволоки и повлияет на скорость подачи проволоки.
4) Установите рулон сварочной проволоки против часовой стрелки.
Головная часть сварочной проволоки всегда вставляется в крепежное отверстие на ободе катушки с проволокой, чтобы избежать расшатывания проволоки.
Отрежьте изогнутую часть проволоки перед установкой во время использования, чтобы избежать застревания проволоки.
5) Выберите правильный след канавки подачи проволоки по диаметру сварочной проволоки.
6) Нажмите кнопку
, чтобы вывести проволоку из сварочной горелки.
Комплект на Сварочный полуавтомат mig-250
Сварочные работы
-
В комплект включено
- Кабель длиной 10 футов (3.048 метра) с электрод держателем на 300 А
- 10- футовый кабель с зажимом заземления на 300 А
- Газовый шланг
- Кисть и молоток
- Руководство по эксплуатации
6. Органы управления Сварочный полуавтомат mig 250
I.
- A: Кнопка выбора режима сварки
- B: Кнопка для выбора газа
- C: Кнопка для выбора диаметра провода
- D: Инширование: подача проволоки вручную
- E: Код работы и ошибка
- F: Регулировка напряжения
E: Коды
II. Настройка сварочного тока.
Сварочный ток и напряжение дуги напрямую влияют на стабильность, качество и эффективность сварки. Таким образом, для качественной сварки требуется хорошее согласование сварочного тока и напряжения дуги. Это зависит от диаметра сварочной проволоки, режима капельного переноса и требований к эффективности сварки. Относительно настройки тока и напряжения для обычной сварки, пожалуйста, обратитесь к форме ниже. Относительно различных требований к сварке см. «Таблицу параметров сварки в увеличенном масштабе».
III. Список параметров сварки. (Для низко углеродистой стали)
Толщина заготовки (ММ) |
Рекомендуемый сварочный ток (А) |
Рекомендуемые сварочные напряжения (В) |
| 1,0 | 20-60 | 20.8-22.4 |
| 1,6 | 44-84 | 21.76-23.36 |
| 2,0 | 60-100 | 22.4-24 |
| 2,5 | 80-120 | 23.3-24.8 |
| 3,2 | 108-148 | 23.4-24.93 |
| 4,0 | 104-180 | 24.6-27.2 |
IV. Настройка скорости сварки
Скорость сварки влияет на качество и эффективность сварки. Более высокая скорость сварки означает меньшую газовую защиту, более высокую скорость охлаждения, меньшую гибкость и меньшую гибкость сварочного шва. Более низкая скорость сварки может привести к прожиганию заготовки и вздутию сварного шва. При фактическом производстве поддерживайте скорость сварки менее 30 м / ч.
V. Настройка сухого удлинения сварочной проволоки.
Более сухое вытягивание сварочной проволоки означает более глубокое проплавление, более быстрое плавление сварочной проволоки и более высокую эффективность производства. Но чрезмерная длина сухого удлинения может вызвать выгорание проволоки и выплескивание капли. Таким образом, при фактической сварке всегда выбирается длина, в 10 раз превышающая диаметр сварочной проволоки.
VI. Настройка расхода CO2
Расход CO2 рассчитан на эффект защиты от газа.
Кроме того, газовая защита при внутренней угловой сварке лучше, чем при наружной угловой сварке. Поэтому следует выбирать меньший расход газа.
Для конкретных цифр, пожалуйста, обратитесь к форме ниже.
Выбор расхода CO2
Режим сварки |
Тонкая заготовка / экран CO2 |
Толстая заготовка / экран CO2 |
Толстая заготовка/ сильноточный / CO2-экран |
| Расход CO2 (л / мин) | 5 ̴ 15 | 15 ̴ 25 | 25 ̴ 50 |
7. Внимание при использовании Сварочный полуавтомат mig 250
1. Рабочая среда.
- Окружающая среда должна быть сухой, а влажность воздуха не должна превышать 90%.
- Температура должна быть от -10*C до 40*C.
- Избегайте сварки под дождем или горячим солнцем, не допускайте попадания воды или дождя в машину.
- Не работайте в пыльных местах или агрессивных парах.
- Избегайте использования машины в условиях сильного воздушного потока.
2. Безопасные советы.
Машина оборудована устройством защиты от перенапряжения, перегрузки по току и перегрева. Если напряжение, выходной ток и температура превышают стандартные, машина перестанет работать. Кроме того, чрезмерное использование машины из-за превышения напряжения может привести к ее повреждению, поэтому, пожалуйста, обратите внимание на следующее:
(1). Обеспечьте хорошую вентиляцию.
Во время работы машина будет генерировать высокую температуру, и ей потребуется помощь вентилятора для охлаждения машины. Поэтому пользователи, пожалуйста, убедитесь, что вентиляционное отверстие не заблокировано и не закрыто. Между тем, держите предметы вокруг машины на расстоянии не менее 0,3 м. Сохранение воздушности помогает быстрее снизить температуру и обеспечивает более длительный срок службы машины.
(2). Токовая перегрузка запрещена.
Пристальное внимание следует уделять допустимому току нагрузки (доступному рабочему циклу), чтобы сварочный ток был ниже максимально допустимого. Перегрузка по току значительно сокращает срок службы машины или даже приводит к ее повреждению.
(3). Перегрузка по напряжению запрещена
Напряжение источника питания указано в «Таблице основных параметров». В нормальных условиях схема автокомпенсации в аппарате помогает поддерживать сварочный ток в допустимом диапазоне. Перегрузка по напряжению приводит к повреждению машины, поэтому необходимы профилактические меры.
(4). Кабель заземления подключается к земле.
На задней панели рядом с винтом заземления есть отметка. Перед использованием машины выберите провод (площадь поперечного сечения более 6 мм2) для соединения винта заземления с землей, чтобы избежать поражения электрическим током и снять статическое электричество.
(5). Отсутствие перегрузки стандартного номинального рабочего цикла.
Когда он перегружает стандарт, машина перестанет работать из-за перегрева внутри машины. После остановки и отдыха в течение некоторого времени машина снова может работать.
8. Обслуживание Сварочный полуавтомат mig 250
1). Нижеприведенные операции должны выполняться профессиональным оператором, обладающим электротехническими и безопасными знаниями и квалификационным сертификатом. Перед открытием машины убедитесь, что входной провод машины не подключен к источнику питания.
2) Своевременно проверяйте соединительную цепь внутри сварочного аппарата, убедитесь, что все соединения правильные, стабильный разъем (особенно на штекерном соединителе или компоненте). Если кто-то покрылся ржавчиной или отсоединился, удалите ржавчину или оксидную пленку наждачной бумагой, снова подключите ее и закрепите соединение.
3). Не приближайтесь к электронному компоненту (например, вентилятору) внутри машины руками, волосами и другими инструментами, когда машина находится под напряжением.
4). Избавьтесь от пыли с помощью сухого сжатого общего воздуха. Если машина работает в условиях густого дыма и загрязненного воздуха, ежедневно удаляйте пыль. Сжатое давление должно быть на рабочем уровне, чтобы избежать повреждения компонентов.
5). Постарайтесь, чтобы вода и водяной пар не попадали внутрь машины. Если вода попала внутрь машины, немедленно просушите ее. Затем проверьте состояние изоляции сварочного аппарата (включая каждое соединение или между соединениями и кожухом). Если все в порядке, продолжайте работу.
6). Проверить все покрытие сварочного кабеля в целом. Любой износ, пожалуйста, свяжите или замените.
7). Пожалуйста, храните сварочный аппарат в оригинальной упаковке в сухом месте в течение длительного времени без использования.
9. Неисправности и ремонт Сварочный полуавтомат mig 250
Техническое обслуживание и устранение неисправностей имеют решающее значение для оптимизации работы машин и обеспечения безопасных рабочих условий. При проведении технического обслуживания и поиска неисправностей обращайте внимание на следующие детали и точки и проверяйте их:
- сварочная горелка,
- износ запасных частей в устройстве подачи проволоки,
- деформация и газовое отверстие.
Очистите пыль с некоторых деталей или замените при необходимости. Чтобы сохранить первоначальную функцию машины, покупайте оригинальные запасные части только в нашей компании.
I. Сварочный источник питания
Место нахождения |
Ключевые моменты проверки |
Замечание |
| Передняя панель |
2. Убедитесь, что индикатор включения работает правильно. |
|
| Вентилятор | 1. Проверьте, правильно ли работает вентилятор или слишком много шума. | Проверка необходима при обнаружении аномального шума или отсутствия вращения. |
| Источник питания |
3. Проверьте следы перегрева, например изменение цвета хлора. |
|
| Внешняя область |
2. Проверьте надежность крепления полки и других закрепленных деталей. |
II. Сварочная горелка
Место нахождения |
Ключевые моменты проверки |
Замечание |
| Сопло | 1. Установлен ли он прочно или деформирована передняя часть. | Это приводит к пузырям. |
| 2. Прикреплен ли он какими-то брызгами. | Это приводит к возгоранию сварочной горелки (рекомендуется применение средства, предотвращающего разбрызгивание). | |
| Контактная информация | 1. Надежно ли установлено | Причина повреждения фонаря |
| 2. Повреждение конца, износ или заедание отверстия. | Причина нестабильной дуги или обрыва дуги | |
| Проводящая трубка | 1.Проверьте размер экструзионной части | Замените его, если его длина меньше 6 мм.
Слишком короткое выдавливание может вызвать нестабильную дугу (при замене сделайте ее немного длиннее регулируемой). |
| 2. Проверьте соответствие диаметра сварочной проволоки и внутреннего диаметра контактной трубки. | Их непригодность может вызвать нестабильную арматуру. Поменяйте его в подходящую ванну. |
| Проводящая трубка | 3. Проверьте изгибаемые или удлиненные детали. | Причина плохой подачи проволоки или нестабильного арсенала. Пожалуйста, замените его. |
| 4. проверьте грязь внутри трубки и остатки проволочной оболочки. | Причина плохой подачи проволоки или нестабильного арсенала.
Пожалуйста, очистите угольным маслом или замените его. |
|
| 5. Проверьте повреждение трубки и износ уплотнительного кольца. | Это может вызвать брызги. Замените поврежденный. | |
Газовый диффузор |
1. Проверьте, вставлен ли он или заблокирован. Проверьте пригодность, если она приобретена у других поставщиков. | Это может привести к плохой газовой защите, дефекту сварки или возгоранию сварочной горелки и т. Д. Пожалуйста, обращайтесь с этим должным образом. |
III. Проволочный питатель
| Место нахождения | Ключевые моменты проверки | Замечание |
Натяжной рычаг |
1. Установлено ли подходящее давление. | Причина нестабильной подачи проволоки или нестабильной дуги. |
Направляющая трубка для проволоки |
1. Проверьте фрагмент сварочной проволоки и порошок на входе в направляющую трубку и обод колеса механизма подачи проволоки. | Очистите фрагмент. Выясните причину и устраните ее. |
| 2. Проверьте соответствие диаметра сварочной проволоки и внутреннего диаметра контактной трубки. | Причина нестабильности дуги, фрагмента сварочной проволоки или порошка. | |
| 3.Визуально проверьте входной центр направляющей трубки для проволоки и центр канавки на ролике подачи проволоки. | Несоответствие их может вызвать сварочный порошок проволоки и нестабильную дугу. | |
Проволочное приводное колесо |
1. Проверьте соответствие фактического диаметра вельдинговой проволоки номинальному диаметру колеса механизма подачи проволоки. | 1. Это вызывает подачу проволоки, заклинивание трубки подачи проволоки и нестабильную дугу. |
| 2. Проверьте заедание канавки колеса подачи проволоки. | 2. замените его, если обнаружено необычное явление. | |
Колесо давления |
1. Проверить стабильность вращения, износ плоскости пресса и сужение плоскости контакта. | Это вызывает плохую подачу проволоки. Кроме того, это вызывает нестабильную дугу. |
IV. Выходной кабель питания
Место нахождения |
Ключевые моменты проверки |
Замечание |
Кабель сварочной горелки |
2. Проверьте надежность крепления металлического разъема устройства быстрой сцепки. |
2. Слишком большая подача проволоки с изогнутым кабелем может привести к нестабильному электрическому напряжению. Поэтому, пожалуйста, выпрямите его во время сварки. |
Кабель выходной мощности |
2. Проверьте обнаженность (повреждение изоляции) и надежность соединения кабеля (разъем источника сварочного тока и подключение кабеля к заготовке). |
Должны быть приняты надлежащие меры контроля для обеспечения безопасности тела и стабильности сварки. Обычная проверка — общая и простая Регулярная проверка — тщательная и полная |
Кабель питания |
Убедитесь, что входные и выходные клеммы распределительной коробки надежно подключены.
4. Изношен, поврежден или обнажился изоляционный слой. |
|
Заземляющий кабель |
1. Проверьте обрыв цепи и подключение заземляющего кабеля источника питания сварочного аппарата. 1. Проверьте разрыв цепи и подключение заземляющего кабеля обрабатываемой детали. |
безопасность, необходимо выполнить общий безопасность, необходимо выполнить общий осмотр. |
Всё что не понятно, обращаемся к поставщику.
Если Вам есть что сказать касаемо данного аппарата, оставьте отзыв в разделе Коментарии.
Аппарат опробовал, результатом доволен.
Для подтверждения на фото две прихватки на 20 ой профильной трубе 1,5 мм
Отзыв покупателя
Ссылка на Сварочный полуавтомат mig 250 от компании KeyGree

Сварочные аппараты Mig HZXVOGEN MIG250DP Pulse Mig Aluminum ARC MMA Tig 4 в 1 полуавтоматическая сварочная машина для пайки


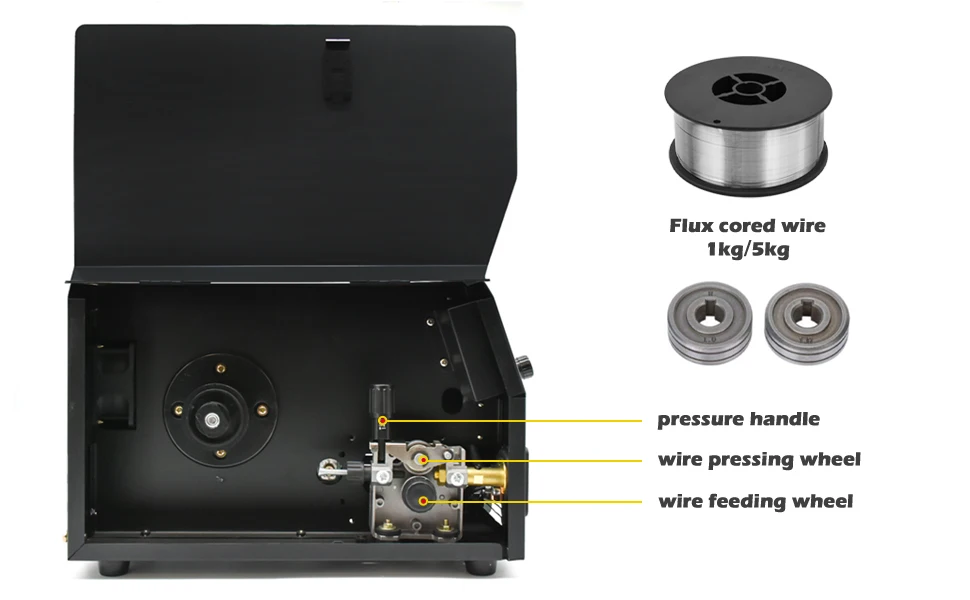

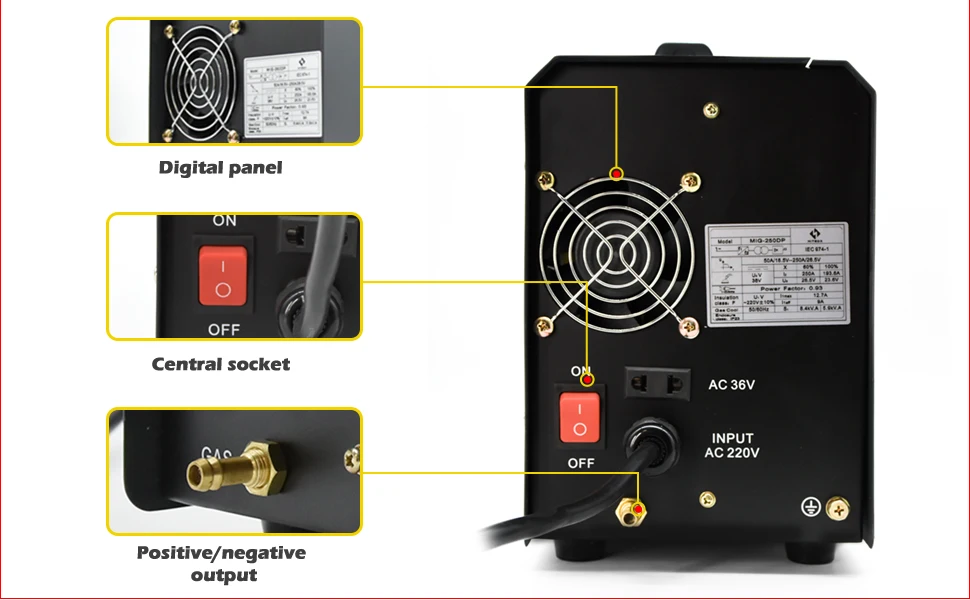



Технология управления Synergy, выберите режим, который вы хотите использовать, отрегулируйте правильный ток, напряжение и скорость провода будут изменены автоматически по току.
Для сварки алюминия, нержавеющей стали и железа, газа и без газа самозащищенный сварочный аппарат.
Алюминиево-Кремниевая сварка
Алюминиево-магниевая сварка

Эта машина может быть использована с генератором мощности, а также с простой в эксплуатации для начинающих.
Все необходимые аксессуары, готовые к использованию.
Параметры:
Модель: MIG-250DP
Технология инвертора: IGBT
Входное напряжение: AV220plusmn15 % V
Кормления Регулировка скорости диапазон: 1,5 ~ 16 (м/мин)
Диаметр Сварочного Провода: 0,6/0,8/1,0
Номинальный Рабочий цикл: 35% 40 ℃
Эффективность: 85%
Мощность фактора: 0,7Напряжение без нагрузки: 50 в
Номинальная мощность: 7,1 кВА
Посылка:
1X Mig сварочный MIG250-DP
1X Mig фонарь
1X держатель электрода
1X Заземляющий зажим
1 газовая трубка
1X алюминиевая проволочная трубка