
Принципы и ожидаемый эффект
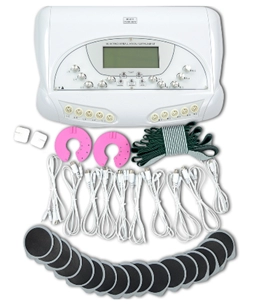
Прибор SA-D01 производит электрический импульс, стимулирующий особые точки на теле. Такая стимуляция эффективно регулирует биоэлектрическую и эндокринную системы, ускоряет обмен веществ, благодаря чему достигается потрясающий эффект потери веса и подтяжки кожи. Прибор действует на основе сочетания нужной частоты импульсного сканирования и системы микрокомпьютера, чтобы создать стимулятор биоэлектричества, точно придерживаясь основ акупунктуры традиционной китайской медицины в выполнении глубокого массажа. Это позволяет достичь ускорения микротоков организма, упорядочить движение энергетических каналов и циклы лимфатической системы, вывести внутренние токсины, улучшить микроциркуляцию во всем теле, повысить метаболизм, способствовать сопротивляемости организма болезням, а также удалить лишнюю часть жировых клеток и подтянуть кожу.
Прибор SA-D01 имеет 10 пар электрических стимулирующих пластин, что позволяет выполнять подтяжку кожи и запускать процесс похудения одновременно по всему телу.
Список аксессуаров
| Наименование | Вид | Кол-во | Заметки |
| Прибор | шт | 1 | |
| Стимулирующая пластина | пара | 10 | |
| Шнур для пластины | шт | 10 | |
| Эластичный ремень | набор | 1 | |
| Предохранитель | шт | 2 | |
| Шнур питания | шт | 1 | |
| Инструкция | шт | 1 |
Примечания
- Избегайте попадания жидкости на устройство.
- Будьте осторожны во время подключения электрических частей прибора.
- Не подвергайте воздействию прибора людей с кардиостимулятором, или иными заболеваниями.
- В случае падения проверьте исправность работы прибора. Разбирать и ремонтировать прибор разрешается только профессионалам.
- Очищайте и стерилизуйте заменяющиеся части прибора после каждой процедуры.
Недавно вступили в силу поправки к Федеральному Закону №54. Теперь все организации, осуществляющие розничную торговлю и оказание услуг (за исключением короткого списка), должны осуществлять расчёт на обновленных KKТ.
Большинство этих организаций еще не сталкивались с онлайн-кассами и у сотрудников в процессе торговли, возникает множество вопросов по тому или иному рабочему процессу. В этой статье мы расскажем, как переключиться на новый режим работы и подробно разберём такие важные операции как: продажа, возврат, реализация алкоголя и взаимодействие с ЕГАИС.
Как совершать кассовые операции на разных видах KKM
Порядок работы за KKM различается в зависимости от модели кассы. Часть из них имеет понятный интуитивный интерфейс, другие более сложны в обращении и для работы на них требуются стартовая подготовка, либо повышение квалификации. Далее мы опишем модели таких машин, а также дадим пошаговый план по работе с таким оборудованием.
Смарт-терминалы
В число новейших «умных» касс входят такие, как Эвотор, MSPOS-Т-Ф, Атол Сигма 10, Вики Мини. Это не просто кассы, а многоплановое, высокопродуктивное устройство, сочетающее в себе сенсорный экран, печатающее устройство и микрокомпьютер. Отдельно взятые модели укомплектованы дополнительным оборудованием в виде картридера и покупательского экрана. Данные KKM могут функционировать почти сразу после активации, а собственник KKT имеет возможность лично наладить имеющиеся функции под потребности предприятия.
Изготовители новых KKM предусмотрели, чтобы индивидуальные предприниматели имели возможность удаленного доступа к работающему устройству, войдя через личный кабинет на портале компании производителя.
Благодаря такой возможности, владелец бизнеса может при наличии интернет соединения, отслеживать любые, совершаемые на KKM операции, находясь в любой точке земного шара.
Также регистрация личного кабинета даёт такие преимущества как:
-
Доступ к информации о любом совершаемом на KKM действии в режиме реального времени.
-
Получение поэтапных отчётов за любое выбранное время, будь то несколько часов или год.
-
Предоставление информации о совершенных торговых сделках отдельной кассы, либо определённого работника.
-
Возможность удалённого контроля начала и окончания рабочего дня, активности в течение смены, количества денежных средств в кассе.
-
Контроль складских остатков и наличия продукции с подходящим сроком годности, а также пересорта, либо нехватки определённых позиций из каталога.
-
Контроль своевременной пересылки сопровождающей документации.
-
Формирование и выпуск товарного каталога, изменение неправильно заведённых строк.
-
Ступени доступа для сотрудников в зависимости от занимаемой должности.
Кассы такого типа имеют большую популярность в силу бюджетной цены, отсутствия сложностей в использовании, и способности наладить торговый процесс без дополнительных финансовых вливаний.
Автономные кассовые машины
Данный вид устройств знаком большинству владельцев торговых розничных точек. Представляет собой кнопочную кассу, видоизменённую и дополненную накопителем памяти и модулями выхода в интернет для отправки кодированной информации оператору фискальных данных.
Среди таких KKM: Атол 90Ф, Меркурий 115Ф, Меркурий 185Ф, Штрих Элвес МФ.
Большое количество владельцев малого и среднего бизнеса уже много лет используют данные модели кассовых аппаратов. Поэтому, когда вышел новый законопроект, предполагающий обязательный переход на онлайн-кассы, они предпочли покупке нового непроверенного оборудования, модернизацию уже имеющихся моделей.
Такой вид KKТ будет удобен для осуществления торговли в некрупных пунктах розничных продаж, где базовый каталог продукции составляет около 1100 наименований и не предполагает большого покупательского потока.
Для магазинов с широким ассортиментом и большой посещаемостью использование такой KKT экономически не выгодно.
Потому как внесение информации о товаре на таких устройствах осуществляется вручную, что отнимает много времени, а коды на отдельные товарные позиции придётся записывать, либо запоминать.
К тому же, начиная с 2021 года, на итоговом чеке в обязательном порядке будет необходимо прописывать информацию о каждой реализованной позиции. На данный момент такая функция присутствует только в современных кассах, на которых установлено необходимое программное обеспечение.
POS-система
Это кассовая система, включающая в себя фискальный регистратор, процессор с экраном (либо моноблок), устройство для считывания штрих-кодов, маркировки и QR-кодов, взвешивающее устройство, ящик для хранения купюр, терминал для безналичного расчёта.
Установку и наладку данного вида систем обычно осуществляют организации, производящие и поставляющие оборудование, либо специалисты сервисных центров и центров технического обслуживания. Сотрудники, осуществляющие работу за POS-системой должны пройти обучающий тренинг, либо курсы переквалификации.
Данная KKТ была разработана для автоматизации крупных торговых точек, а также розничных сетей, нацеленных на обслуживание большого количества клиентов и товарооборота. Такие системы оснащены программным обеспечением, предназначенным для быстрого оприходования и учета товарной номенклатуры. Вы без усилий сможете контролировать поступление, остатки, реализацию по каждой позиции, полученную прибыль, расчёты с партнёрами и многое другое. Каждое действие фиксируется в соответствующей программе.
Приоритетной задачей изготовителей POS-систем и составителей сопутствующего программного обеспечения, является увеличение общей прибыли, благодаря увеличению скорости обслуживания клиентов, что позволяет увеличить количество покупательского потока.
Принципы и этапы работы с автономными кассовыми машинами
Разберём поэтапно осуществление кассовых операций на примере KKT Атол 90ф. Эта недорогая кассовая машина чаще всего устанавливается в некрупных розничных торговых точках, с маленькой базой товарной номенклатуры. Сопряжение с ЕГАИС налаживает сотрудник отдела технического обслуживания.
Этапы работы на KKM Атол 90ф.
Установка чековой ленты. Поднимите крышку принтера, и установите катушку с бумагой так, чтобы лента шла из-под рулона, опустите крышку принтера.
Включение. Активируйте кассовый аппарат, удерживая кнопку [PE], пока не раздастся звуковой сигнал.
Добавление товарной базы. В тех случаях, когда организация осуществляет реализацию товаров или услуг по зафиксированной цене, существует возможность записать на устройство наименование и стоимость продукции. Когда цена не постоянна, лучше завести в базу только название.
Открытие смены. Это основная программная операция, осуществляется стандартной последовательностью кнопок. Для этого на включённой кассе введите следующую комбинацию: 1-3-0-ИТ(2 раза). После того, как на дисплее высветится [0000], устройство распечатает X-отчёт.
Реализация товара за наличную оплату. Наберите числовой номер, под которым товар числится в базе KKM, нажмите на кнопку [X], внесите количество позиций, нажмите кнопку [BB] (2 раза), для добавления следующего товара повторите процедуру, для вывода итогового чека нажмите кнопку [ИТ].
Возврат. Перед тем как начать оформлять возврат товара проверьте, чтобы на текущей смене было реализовано товара на сумму, не меньше суммы возврата. Дважды нажмите кнопку [X], затем [BB] и введите числовой номер, под которым товар числится в базе KKM, дважды нажмите [BB] и один раз [ИТ]. Для возврата к функции реализации товара, нажмите кнопку [X], а затем [BB].
Безналичный расчёт. Наберите числовой номер, под которым товар числится в базе KKM, нажмите на кнопку [X], внесите количество позиций, нажмите кнопку [BB] (2 раза), для добавления следующего товара повторите процедуру, для выпуска итогового чека нажмите [ПС], а затем [00].
Закрытие смены. Для завершения смены нажмите следующую последовательность: [PE]→[3]→[3]→[0]→[ИТ]→[2]. В выпущенном отчёте отражено: сумма поступивших за день наличных и безналичных средств, сколько фискальных документов создано и перенаправлено оператору фискальных данных. Когда касса выпустит Z-отчёт, нажмите кнопку [PE].
Выключение кассовой машины. Удерживайте кнопку [C], до того момента пока дисплей не погаснет.
Инструкция по работе на смарт-терминалах на примере KKТ «Эвотор»
Производимые компанией «Эвотор», KKT оснащены сенсорным дисплеем и дополнительными разъёмами для подсоединения выносных устройств. Также на них можно скачивать приложения и обновления напрямую из магазина Эвотор.
Порядок действия кассира при работе на KKT Эвотор:
Заправка чековой ленты. Поднимите крышку печатающего устройства и установите чековую ленту, чтобы она шла из-под рулона, вытяните ленту за край отсека подачи чеков и опустите крышку до щелчка.
Активация устройства. Включите вилку устройства в розетку и нажмите на кнопку включения кассы (в зависимости от модели может быть на дне или сбоку). Смена открывается во время первой продажи.
Реализация товара по свободной цене. Нажмите на [Продажи] →[+]→[Товар]→[Свободная цена]→наберите стоимость и количество товара→[В чек]→[К оплате]→введите способ оплаты→введите количество денег, полученное от покупателя→[Оплатить].
Продажа товарной позиции из базы KKM. Продажа]→[+]→[Товар]→ отсканируйте штрих код товара→введите количество→[К оплате]→[Способ оплаты]→количество денег, полученное от покупателя→[Оплатить].
Пересылка информации о покупке по SMS. После того, как отбит весь товар, нажмите [К оплате]→надавите на переключатель [Электронный чек]→ выберите раздел [По SMS]→внесите телефонный номер клиента→отправьте→[Оплатить].
Возврат. В основном меню выберите нужный раздел. В случаях, когда у клиента нет чека, выбираете [Без чека]→[+]→[Товар]→в товарной номенклатуре кассы находим необходимую позицию→[К возврату]→тип оплаты, которым он был оплачен→стоимость товара на момент продажи→[Оплатить]. Если чек имеется, то вначале вводим его номер, повторяем шаги, описанные выше, за исключением выбора товара из каталога.
Z-отчёт. Открываем режим администрирования, вводим пароль→[Отчёты]→[Кассовый отчёт]→[Закрыть смену]→После выпуска фискального документа выключаем кассу.

Работа кассира за POS-системой на примере «Атол Ритейл 54»
POS-система «Атол Ритейл 54» создана для оптимизации рабочего времени кассира.
Рабочий комплект, включает в себя: фискальный регистратор Атол 25Ф, клавиатура, POS-компьютер, сетевой блок. Можно доукомплектовать сканером штрих-кода, ящиком для хранения купюр, устройством для взвешивания товаров и др.
Главный элемент данной системы – компьютерный блок, оснащённый экраном, устройство может работать беспрерывно.
Активация. Для того чтобы перевести систему в рабочее состояние, нажмите на сетевом блоке кнопку [Power]. Активация системы осуществляется на протяжении 5 минут.
Когда программа прогрузится, откроется окно авторизации. Пользователю необходимо ввести свои данные и пароль.
В программе можно по умолчанию разграничить уровни доступа к устройству. В зависимости от должности, специально для каждого сотрудника прописывается разрешение на совершение определённых кассовых операций, и указываются личные данные каждого, после чего задаётся персональный пароль.
После авторизации логина и пароля, сотруднику открываются разделы в соответствии с заданным владельцем доступом. Для кассира-продавца рекомендуется доступ в разделы, связанные с реализацией товара. Для сотрудника главной кассы возможность открытия и закрытия смены, управляющему аналитику продаж, функции контроля и т.д.
Загрузка товарной номенклатуры. Если на данной кассе еще не осуществлялась реализация товаров, то для ускорения поиска позиций необходимо занести в программу товарную номенклатуру.
Для этого в главном меню выберите→[Операции]→[Обмен через каталоги]→[OK]. После этого в программу внесутся каталоги товарной номенклатуры и оборудование можно запускать в работу.
В случае необходимости можно добавить позиции в каталог самостоятельно, отсканировав штрих-код товара, либо заполнив все необходимые данные по форме вручную.
Реализация товара. Для реализации товара: отсканируйте штрих-код→дважды нажмите кнопку [Расчёт]→[Закрыть чек]. В случаях, когда клиент предоставил свои контактные данные, нажимаем [Телефон]→вводим предоставленный номер→если есть электронную почту→KKT выпустит тестовый чек→даём его покупателю для сверки→[Да]. Клиенту должна прийти SMS с подтверждением покупки.
Производитель рекомендует приобретать в комплект к системе 2D сканер штрих-кодов, он считывает не только штрих-коды, но и маркировки с акцизными марками. Сканер штрих-кода позволяет в одно мгновение определять товарную позицию, что существенно ускоряет её поиск и реализацию.
В случаях, когда система не укомплектована сканером штрих-кодов, то отпустить товар можно, найдя реализуемый продукт в каталоге по названию.
Клавиша [Расчёт], используется для выбора необходимого товара. Клавиши [Вверх] и [Вниз] для переключения межу строками. После добавления всех нужных позиций программа покажет сумму покупки→[Расчёт]→тип оплаты наличные средства/безналичный расчёт→Вводим сумму полученную от клиента→[Закрыть чек].
В случаях, когда штрих-код затёрт, либо повреждён, кассир вводит его цифровое обозначение вручную, программа инициирует его в автоматическом режиме и отобразит на монитор название и стоимость.
Предустановленное ПО Frontol сохраняет данные:
-
про все реализованные товары;
-
о совершённых операциях;
-
о сформированных отчётах;
-
о возникших ошибках и отменах;
-
о чеках коррекции и возврате позиций;
По этим данным совершается анализ работы сотрудников и отслеживается осуществление продаж на кассе, в магазине или торговой сети.

Взаимодействие KKT с системой ЕГАИС
Для взаимодействия с ЕГАИС необходима установка специализированного программного обеспечения.
Во время прихода алкоголя необходимо сопоставить TTH и оприходовать товар в программе. Разберём процесс на примере 1C
Для этого:
-
Для открытия электронного документа прихода откройте главное меню и выберите [Закупки]→[Входящие TTH]→[Загрузить документы]→когда отразятся новые накладные, в графе поступления напротив необходимой позиции появиться статус→[Требуется оформить].
-
Два раза щёлкните на строку поступление товара и нажмите на [Поступление].
-
Сопоставьте позиции, сверив количество пришедшего товара с количеством, указанным в накладной. В случаях, когда всё совпало, проведите документ и закройте TTH.
-
Перешлите подтверждённый акт в ЕГАИС.
Чтобы прописать розничную стоимость на поставку, выберите в параметрах [Создать на основании] отметьте [цен на основании номенклатуры]. Программное обеспечение сформирует подтверждающий документ, где должны быть указаны название, количество, цена закупки и цена розницы.
Для подтверждения того, что в ЕГАИС поступило согласование TTH, откройте накладную и в левой нижней части монитора откройте протокол обмена. Когда раздел откроется, нажмите на подтверждаемую накладную, а потом [Обработать ответы]. В правой нижней части экрана появится окошко, подтверждающее, что ЕГАИС обработал ответ.
Когда в TTH отразятся два дополнительных документа: квитанции фиксации и проведения, это будет подтверждением, что позиции из TTH оказались на складе в ЕГАИС и ожидают передачи для выкладки в торговый зал. При реализации они будут списаны из торгового зала, после считывания акцизной марки и оплаты продукции покупателем.
Реализация на кассе алкогольной продукции.
Считайте штрих-код на бутылке, после этого отсканируйте марку. После подтверждения кода в фискальный документ добавится соответствующая позиция. В случае осуществления продажи нескольких одинаковых бутылок, увеличьте их количество вручную, а после этого считайте акцизные марки с каждой реализуемой бутылки, подтверждённые позиции добавляются в чек.
Наш каталог продукции
У нас Вы найдете широкий ассортимент товаров в сегментах кассового, торгового, весового, банковского и офисного оборудования
Из этого материала вы узнаете:
- Базовые правила техники безопасности при сварке инвертором
- Подбор электродов для сварки инвертором для начинающих
- Выбор полярности при сварке инвертором
- Пошаговая инструкция по сварке инвертором для начинающих
- Советы начинающим сварщикам
Сварка инвертором доступна для начинающих мастеров благодаря несложной настройке оборудования и понятному рабочему процессу. Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Только после 3-4 кг электродов начнет получаться хоть что-то похожее на ровный шов. Главное – не отчаиваться, не бросать дело на полпути, а продолжать обучение. Из нашего материала вы узнаете о базовых правилах сварки инвертором для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Включить сварочный инвертор первый раз (либо после его перемещения) можно только после того, как вы проверите сопротивление изоляции между токоведущими частями и корпусом, а также подсоедините последний к заземлению. Если же прибором долгое время не пользовались, то прежде чем приступать к сварке, следует проверить наличие внутри прибора пыли.

Чистка блоков управления и силовых элементов осуществляется с помощью сжатого воздуха, который подается под умеренным напором. Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
Нельзя пользоваться инверторной сваркой в тех местах, где функционируют отрезные или шлифовальные машинки, поскольку образующаяся при их работе металлическая пыль может вывести из строя электронику и силовую часть прибора.
Для начинающих: если технология сварки инвертором проводится на открытом воздухе, необходимо обеспечить защиту от солнечных лучей и дождя. Сам прибор устанавливается на горизонтальной поверхности либо под углом, который не больше значения, указанного в паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть оборудование, проверить, в каком состоянии находятся изолирующие оболочки кабелей (сварочных, питающего) и, если необходимо, заменить их или отремонтировать.
После этого работник должен проверить зажим кабеля массы, держатель электродов, состояние гнезд и штекеров, посредством которых осуществляется подключение к инвертору. Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Использование защитных средств
Личная безопасность – это то, что должно быть на первом месте во время сварки сварочным инвертором для начинающих.
Во время сварочного процесса работник может получить удар электрическим током, ожог от разлетающихся капель расплавленного металла или поражение сетчатки глаз от светового излучения электрической дуги.
Не исключены травмы механического характера, а также попадание в дыхательные пути выделяющихся в процессе сварки газов. Это говорит о том, что сварщики, которые только начинают осваивать инверторный аппарат, должны изучить правила техники безопасности и вооружиться средствами индивидуальной защиты.
В перечень обязательных защитных средств для сварщика входят искростойкие перчатки, маска, обувь и спецовка, изготовленные из неплавящегося материала, респиратор, а также защитные очки, которые потребуются во время зачистки швов и заготовок.
При наличии этого минимального набора защитных средств вы сможете обезопасить себя от травм, особенно если сталкиваетесь с инверторной сваркой впервые. Особенно тщательно следует выбирать сварочную маску, которая позволит защитить глаза от излучения, исходящего от сварочной дуги.
Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.

Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра. Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).
- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.
- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.
- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги. Однако у электродов с этим видом обмазки имеется и минус, который заключается в необходимости дополнительной шлифовки.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные. Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Выбор полярности при сварке инвертором
Инвертор, использующийся для ручной дуговой сварки, выдает постоянный ток. На передней панели прибора можно найти два разъема «+» и «–» для подключения кабелей.

Для прямой полярности к «минусу» подключается держак, а к «плюсу» – «прищепка». В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
Если говорить о том, какой из двух вариантов выбрать, то в теории (учебных пособиях) и по мнению некоторых лучше проплавляется и прогревается металл на «прямой полярности». Однако на деле все совершенно иначе.
Больше тепла выделяется на контакте с маркировкой «+», следовательно, когда держак подключен к нему (обратная полярность), провар получается глубже. Таким образом, этот вариант отлично подходит для сварки толстостенного металла (пластин, профильных труб, уголков с толщиной 4-5 мм). Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Проверить это можно практическим путем. Для этого следует взять инвертор, установить сварочный ток на 100, присоединить массу и держатель электрода к разъемам и попробовать разрезать металлический лист 4-5 мм толщиной (арматуру или уголок). Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Пошаговая инструкция по сварке инвертором для начинающих
Инверторная сварка для начинающих начинается с азов. Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Далее начинающему мастеру для сварки инвертором нужно подготовить тонкий металл (конструкционный или листовой прокат небольшой толщины), пачку электродов, диаметр основного покрытия которых составляет 2-3 мм, металлическую щетку для зачистки поверхностей обрабатываемых заготовок и швов.
Шаг 1. Настройка силы тока
Качество сварочного шва во многом зависит от того, насколько правильно подобран ток инвертора. Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.

Устанавливается необходимая сила тока путем поворота регулятора после включения тумблера питания инвертора. На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
Однако нужно помнить, что выставленная величина силы тока может быть не той, что потребуется, и при выполнении пробных сварных швов для лучшего провара ее придется подстраивать.
Шаг 2. Подключение электрода
Конец штучного электрода, то есть часть, не покрытая обмазкой (20–30 мм), фиксируется в держателе, через который подается сварочный ток. На сегодняшний день чаще всего используются «прищепки» (зажимные держатели с профилированной под стержень электрода внутренней частью губок). Они очень удобны в использовании и обеспечивают быструю замену огарков на новые электроды и жесткую фиксацию.
Шаг 3. Розжиг дуги
Сварочную дугу получают двумя способами. Первый заключается в том, что вертикально удерживаемым электродом (концом) касаются металлической поверхности и отводят его на несколько миллиметров назад. Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
В случае с инверторами розжиг электрода осуществляется гораздо проще, поскольку в них встроена функция «горячего старта». Когда происходит касание металлической поверхности, появляется импульс тока повышенной мощности, а с образованием дуги значение силы тока возвращается к номинальному.
Шаг 4. Передвижение и наклон электрода при сварке
Движение электрода вдоль поверхности при ручной и инверторной сварке ничем не отличается. Всего существует три вида наклона. Самой распространенной техникой сварки инвертором для начинающих является выполнение швов углом вперед.
Если работа осуществляется в труднодоступных местах или в ограниченном пространстве, то положение электрода, как правило, перпендикулярное. Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки. Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Шаг 5. Контроль промежутка дуги
Для того чтобы получить качественный и равномерный сварной шов, необходимо правильно выбрать и поддерживать величину сварочной дуги, которая образуется между плоскостью материала и торцом электрода.
Согласно рекомендациям относительно техники выполнения данного вида работ, размер ее должен быть не больше диаметра электрода. Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Советы начинающим сварщикам
Далее представлено несколько советов относительно того, как приварить уголки к столбам, что является одной из самых распространенных сварочных операций.
Для начала нужно вооружиться бытовым сварочным инвертором:
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.

Чаще всего в быту используют электрод «тройку», хотя стандартные инверторы могут потянуть и «четверку», чего вполне достаточно. Что касается силы тока, то менять ее и подбирать необходимое значение можно в процессе сварки, выставляя оптимальный режим. Тут нужно учитывать, что если показатели будут меньше, чем нужно, то электрод прилипнет, при слишком больших значениях может образоваться дырка.
В задачи сварщика входит соединить друг с другом кромки двух деталей и сверху шва наплавить расплавленный металл стержня электрода.
Во время приваривания стального уголка к металлическому столу лучше не просить кого-либо помочь подержать заготовку, поскольку для него это может закончиться ожогами глаз (слизистой или сетчатки) и кожи от брызг расплавленного металла. Лучше всего воспользоваться магнитными уголками или струбцинами.
Для того чтобы подобрать оптимальный ток для сварки, воспользуйтесь следующим советом.
Возьмите заготовку из металла и начните варить на сильном токе. Если образуются дырки, нужно его уменьшить. Таким образом, подбирается сила тока, при которой металл не будет прожигаться. Здесь нет никаких секретов сварки инвертором, главное для начинающих – это практика и опыт, который приходит со временем.
Для тренировки можно использовать ржавые металлические куски и набивать на них руку. Возможно, достаточно будет сжечь пару электродов на прихватках по ржавчине, чтобы качественно сваривать уже хороший металл.
Прежде чем приступать к сварке, обязательно зачищайте детали, стыки от краски и ржавчины до чистой поверхности.
Вертикальная сварка инвертором для начинающих сложная задача, однако если вы научитесь выполнять красивый шов в таком положении, то горизонтальный будет идеальным.
Вот несколько рекомендаций:
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).
Каждый человек, зная основы сварки инвертором для начинающих, может сделать качественные, ровные и красивые сварочные швы, главное – больше практиковаться и не бояться жечь электроды.
Содержание
- Преимущества сварки полуавтоматом
- Выбор полуавтомата для новичка
- Выбор сварочной проволоки и ее заправка
- Выбор защитного газа и настройка подачи
- Настройка режимов работы полуавтомата
- Техника сварки полуавтоматом
- Возможные ошибки в настройке и работе полуавтомата
Преимущества сварки полуавтоматом
Сварка полуавтоматом – это разновидность электродуговой сварки. В качестве присадочного материала используется сварочная проволока, а защита зоны сварки от атмосферного воздействия происходит подачей сварочного защитного газа. Специальный подающий механизм полуавтомата автоматически подает в зону сварки сварочную проволоку, а перемещение сварочной горелки при сварке производит с необходимой скоростью сварщик.
Для обеспечения качественных параметров результата сварочных работ, необходимо выполнение несколько условий:
- Мастерство и опыт сварщика
- Качество и функциональность сварочного полуавтомата и его настройки
- Качество расходных материалов
В данной статье мы и рассмотрим все эти наиболее важные моменты, чтобы сварка полуавтоматом для начинающих стала намного понятнее.

Основные преимущества полуавтоматов по сравнению с ММА-сваркой:
- Высокое качество шва при сварке в защитных газах и отсутствие шлаковой корки
- Более высокая скорость проведения сварочных работ и производительность
- Возможность сварки изделий с малыми толщинами до 1 мм
- Благодаря высокой скорости сварки, происходит умеренное термическое воздействие на материал и меньшее коробление изделий
- Возможность проведения работ во всех пространственных положениях
- Возможность выполнения, как протяженных сварочных швов, так и прихваток
- Научиться работать сварочным полуавтоматом намного проще, чем сваркой штучными электродами, поэтому данную технологию можно рекомендовать новичку
Наряду с преимуществами имеются так же недостатки и ограничения:
- Относительная сложность настройки полуавтомата
- Оборудование имеет ограничения по мобильности
- Значительная стоимость оборудования и расходных материалов
Выбор полуавтомата для новичка
Современное предложение полуавтоматов на рынке достаточно велико и разобраться в этом разнообразии достаточно сложно. На какие характеристики стоит обратить внимание при выборе сварочного полуавтомата?
Важный совет! Выбор оборудования стоит делать из ассортимента проверенных временем брендов.
Основные характеристики, конструктивные решения и функционал сварочных полуавтоматов в порядке приоритета выбора приведены ниже:
-
Режимы сварки: однорежимный или универсальный источник
- Max сварочный ток, А
- ПВ%
- Наличие синергетического режима MIG/MAG-сварки
- Дополнительные настройки и режимы
- Двух- или четырехроликовый механизм подачи сварочной проволоки
- Сварочные аксессуары и комплектация
Если сварочный источник приобретается не только для режима MIG/MAG-сварки, но и для проварки толстых заготовок и габаритных изделий или качественной сварки нержавейки, то стоит обратить внимание на универсальные сварочные полуавтоматы. Такие источники дополнительно могут иметь еще один или два режима работы: ММА- и TIG-сварку.

Сварочный ток определяет возможности по сварке изделий различной толщины. Например, для сварки стального профиля толщиной 1…2 мм вполне достаточно аппарата с max сварочным током 160А. Если материал имеет толщину 2…4 мм, то рекомендуем выбрать аппарат с max сварочным током 200А. Аппараты с большими значения сварочного тока уже требуют подключения к промышленной сети 380В.
Для работы дома, в гараже, небольшой мастерской можно выбрать полуавтомат с ПВ40%, для интенсивной и профессиональной работы требуются источники с ПВ60% и выше.
На заметку! Для повышения ПВ% полуавтомата рекомендуется приобретать сварочный аппарат с большим запасом по сварочному току. Например, аппарат с max сварочным током 200А будет более продолжительно работать и обеспечивать ПВ% значительно выше, чем заявлено, на сварочном рабочем токе в 100А.
Настройка полуавтомата требует определенного опыта работы с этими сварочными технологиями. Как минимум, любой полуавтомат имеет две регулировки (два потенциометра):
- Настройка скорости подачи сварочной проволоки, которая напрямую связана со сварочным током. Чем больше скорость подачи, тем больше сварочный ток
- Настройка напряжения сварочной дуги
Сложность именно в том, чтобы выставить верное соотношение двух настраиваемых параметров.
Синергетический режим или синергетика – это упрощенная настройка полуавтомата, путем установки/задания определенной сварочной программы. Задавая или выбирая значения диаметра сварочной проволоки, материала и защитного газа полуавтомат автоматически подбирает параметры скорости подачи сварочной проволоки/сварочного тока, А и напряжения сварочной дуги, В.

В случае корректировки скорости подачи, в большую или меньшую сторону, сварочная программа также автоматически производит корректировку напряжения. Напряжение дуги, если это требуется, можно корректировать отдельно. Таким образом, полуавтомат с синергетическим управлением будет актуален для новичков и пользователей с небольшим опытом работы с данным оборудованием.
Помимо основных базовых настроек полуавтомата по скорости подачи проволоки/сварочного тока и напряжения, в зависимости от профессионального уровня оборудования и уровня бренда, сварочный источник может иметь или не иметь ниже перечисленные дополнительные настройки и режимы.
Проранжируем эти профессиональные настройки в зависимости от степени полезности для сварщиков:
- Переключение полярности горелки – для сварки в защитных газах или флюсовой самозащитной проволокой
- Кнопка бестоковой заправки проволоки и проверка продувки газа: для удобной и безопасной подготовки и настройки оборудования;
- Регулировка индуктивности позволяет более точно настроить «мягкую» или «жесткую» сварочную дугу, которая влияет на глубину провара и форму сварного валика;
- Выбор защитного газа (СО2 – углекислота или СО2+Ar – сварочная смесь) обеспечивает более точную и адаптивную настройку полуавтомата под сварочный процесс;
- 2/4 STEP – 2-х или 4-х тактный режим работы сварочной горелки – для удобства выполнения протяженных швов или точечной сварки;
- SPOT-режим – для выставления времени горения дуги для работы в режиме прихваток/ сварочных точек;
- Pre/Post flow – настройка подачи защитного газа по времени до начала и после завершения сварки – для улучшения защитной газовой среды;
- Soft start («мягкий» старт) – плавное нарастание скорости подачи проволоки обеспечивает удобство и качество начала сварочных работ;
- Burn back (отжиг проволоки) – предотвращает приварку проволоки к изделию или контактному наконечнику после завершения сварки;
- PULSE/ DUAL PULSE/ EASY PULSE (импульный режим/ двойной импульс/ упрощенный режим настройки импульсного режима) – режимы, которые применяются для улучшения качества сварного шва/ для уменьшения разбрызгивания металла.
Стоит отметить, что необходимо разумно и обдуманно подходить к выбору данного функционала и режимов работы полуавтомата. Во-первых, необходимо знать и уметь настраивать и работать в этих режимах, а во-вторых каждая функциональная возможность реализованная в оборудовании повышает его стоимость.
Большинство однофазных полуавтоматов оснащены двухроликовыми механизмами протяжки проволоки. Для работы проволокой 0,8…1,0 мм и горелкой длиной 3 м такой конструктив будет оптимальным. Но для работы по алюминию, большими диаметрами сварочной проволоки, 4 или 5 метровыми горелками для стабильности и равномерности подачи проволоки лучше применять полуавтоматы с четырехроликовыми механизмами подачи.

Иногда, при первой покупке и выборе сварочного аппарата при одинаковом по функционалу и характеристикам предложениях делают выбор в пользу более бюджетной модели, не обращая внимания на сварочные аксесcуары. Удобство работы полуавтоматом и качественные характеристики сварного шва во многом зависят от сварочной горелки. На какие особенности горелки стоит обратить внимание:
- Лучше, если горелка будет съемной;
- Качественный термоустойчивый пластик ручки;
- Высокие эргономические характеристики ручки и разгружающий запястье шарнир подвода шланг-пакета;
- Качественные расходные материалы (газовое сопло, контактный наконечник и адаптер) и их надежное крепление и центрирование на сварочном гусаке.
Универсальные полуавтоматы могут оснащаться электрододержателем для ММА-сварки.
Выбор сварочной проволоки и ее заправка

Сварочная проволока
по диаметру и марке подбирается в зависимости от материала и толщины свариваемых заготовок.
Проволока диаметром 0,8 мм наиболее популярна и чаще всего используется на однофазных аппаратах. Она наиболее универсальна и применима для стальных заготовок 0,8…3 мм.
В зависимости от свариваемого материала сварочная проволока подразделяется:
- Для низкоуглеродистых и низколегированных сталей;
- Для нержавеющих сталей;
- Для алюминия и алюминиевых сплавов.
Для стальных заготовок и профиля из низкоуглеродистой стали самой популярной является омедненная сварочная проволока СВ-08Г2С-О.
В полуавтоматах для сварки с защитным газом используется сплошная сварочная проволока, а для сварки без газа – самозащитная флюсовая проволока (см. рис.1.).
Важная рекомендация! При работе самозащитной флюсовой проволокой без защитных газов полуавтомат должен иметь возможность изменения подключения сварочной горелки на прямую полярность (горелка на «-», а зажим заземления на «+»).
Стоит предупредить всех, кого интересует сварка полуавтоматом для начинающих, что при работе флюсовой самозащитной проволокой есть свои плюсы и минусы.
Рисунок 1. Флюсовая сварочная проволока

Преимущества флюсовой самозащитной проволоки:
- Отсутствие громоздких баллонов с защитным газом, что повышает мобильность;
- Возможность сварки на улице и сквозняках.
Ограничения применения флюсовой самозащитной проволоки:
- Высокая стоимость;
- Низкое качество сварного шва (рекомендована для неответственных конструкций);
- Необходимость отделять шлаковую корочку.
Поставляется сварочная проволока в различных бухтах:
- D 100 мм (~ 1 кг);
- D 200 мм (~ 5 кг);
- D 300 мм (~ 15 кг).
Как правило, катушки диаметрами D 100 мм и D 200 мм применяются на однофазных аппаратах, а D 300 мм – на трехфазных.

Заправка сварочной проволоки осуществляется в соответствии с рекомендациями, изложенными в инструкции по эксплуатации:
1. Подключить съемную горелку на полуавтомат
2. Снять газовое сопло и контактный наконечник
3. Установить катушку на кронштейн и создать условие затяжкой резьбы, чтобы она свободно не раскручивалась
4. Канавки на подающем ролике должны соответствовать диаметру устанавливаемой сварочной проволоки
5. Обеспечить заправку сварочной проволоки в подающий механизм с минимальным перегибом и необходимым прижатием (указывается либо в инструкции по эксплуатации, либо на механизме затяжки)

6. Используя кнопку бестоковой заправки, обеспечить протяжку проволоки и выхода ее из адаптера на гусаке
Важное замечание! Не использовать для протяжки проволоки кнопку управления на горелке!
7. прикрутить контактный наконечник и установить газовое сопло.
Важное замечание! Контактный наконечник должен соответствовать диаметру устанавливаемой проволоки! Например, если диаметр сварочной проволоки 0,8 мм, то и контактный наконечник должен быть с отверстием диаметром 0,8 мм!
Выбор защитного газа и настройка подачи
При работе полуавтомата сплошной сварочной проволокой применяется защитный газ. Защитный газ под давлением по шланг-пакету через сопло подается в зону сварки для предотвращения окисления расплавленного металла и стабилизации процесса горения дуги.
Защитные сварочные газы подразделяются на следующие виды:
- Активные;
Инертные;
Смеси активных и инертных газов в разных соотношениях.
В качестве активных защитных газов применяют углекислоту. Это наиболее дешевый вариант и в основном применим для сварки тонких изделий и различного профиля из низкоуглеродистой стали или, как ее называют «черного» металла. Наиболее распространенная проблема при интенсивной работе связана с тем, что углекислота замерзает и необходимо применять газовый редуктор с подогревом.
В основном инертные газы (аргон чаще всего) применяют для сварки алюминия и MIG-пайки.
Для улучшения технологических свойств защитной среды, уменьшению разбрызгивания, лучшего формирования сварного шва применяют смеси активного и инертного газа в определенной пропорции (Аr + СO2). Для сварки низкоуглеродистой и низколегированной сталей применяют следующие смеси: 80% Аr + 20% СO2 или 78% Аr + 22% СO2 . Для сварки высоколегированных и нержавеющих сталей могут применяться специализированные сварочные смеси: 90% Аr + 2% СO2 или 92% Аr + 8% СO2 .
Рекомендация! Для получения качественных сварных швов рекомендуется работать со сварочными защитными смесями. Как правило, сварочные защитные активные газы и смеси приобретаются готовыми в баллонах в специализированных организациях. Баллоны для сварочных смесей можно приобрести разного объема: 5, 10, 40 или 50 л.
Для подключения баллона со сварочным защитным газом к полуавтомату потребуется редуктор для защитных газов. Расход газа при работе однофазным полуавтоматом сварочной проволокой диаметром 0,8 мм и сварочном токе 100А выставляют порядка 8…12 л/мин. Меньший выставленный расход приведет к ухудшению защитных свойств газовой среды, а больший — к неоправданному повышенному расходу газа и возможному «подсосу» воздуха в зону сварки и окислению сварного шва.
Рекомендация! Для выставления необходимого расхода газа на редукторе, необходимо воспользоваться кнопкой продувки газа на панели управления.
Настройка режимов работы полуавтомата
Как мы уже разбирали, настройка полуавтомата достаточно сложный процесс, который требует практического опыта работы с данными технологиями и оборудованием. Необходимо учесть большое количество факторов, такие как толщина и материал заготовок, вид сварного соединения, диаметр сварочной проволоки, защитный газ, пространственное положение сварного шва, температура окружающей среды и т.д..

Настройка полуавтомата начинается с выбора режима по скорости подачи сварочной проволоки и сварочному току. Это две взаимозависимые величины: чем выше скорость подачи, тем больше сварочный ток. Для начала настройки можно обратиться к общим рекомендациям (см. табл. 1.) и затем более точно откорректировать программу сварки.
Таблица 1. Ориентировочные режимы сварки для углеродистых сталей
|
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Напряжение дуги, В |
|
0,8 |
60…150 |
18…21 |
Определить несоответствие скорости подачи проволоки/сварочного тока достаточно просто. Если скорость слишком высокая, то сварочный валик будет слишком высокий, со значительным наплавлением, а также возможны сдвиги металла на сварном шве. Если скорость слишком низкая, то сварной шов теряет правильную форму, становится прерывистый, «проседает» и появляются волнистые углубления.
Скорость подачи должна быть такой, чтобы сварщик мог полностью контролировать процесс плавления металла в сварочной ванне.
Настройка напряжения дуги влияет на процесс нагрева и расплавления металла. Для больших толщин изделий выставляют большее значение напряжения дуги. О верном соответствии установленного напряжения можно судить по проплавлению металла и ширине дорожки цветов побежалости около сварного шва. Если металл прожигается насквозь и дорожка цветов побежалости значительно превышает ширину сварного шва, то необходимо уменьшить значение установленного напряжения.
Индуктивность сварочной дуги – это настройка, которая все чаще появляется в современных инверторных полуавтоматах и позволяет более тонко настроить сварочные параметры под конкретный сварочный процесс. Настройка индуктивности корректирует «жесткость» сварочной дуги. При минимальной индуктивности снижается температура дуги и глубина проплавления металла, шов получается более выпуклый. Для более глубокого проплавление выставляют большее значение индуктивности, дуга становится «жесткой».
Отличным решением для новичка будут полуавтоматы с режимом синергетики, который обеспечит качественную настройку параметров даже при минимальном опыте сварщика.
Рекомендация! Для получения навыка работы и настройки сварочных параметров полуавтомата рекомендуется потренироваться на стальной пластине формированию валиков сварного шва. Изменение основных параметров при настройке наглядно будет отражаться на форме сварного шва.
Техника сварки полуавтоматом

Конечно, навык работы полуавтоматом придет со временем и опытом. Однако общие рекомендации новичкам такие:
- Расстояние от сопла до изделия должно быть 8…12 мм
- Вести горелку необходимо углом вперед 45…60° (от себя)
Рекомендация! Для получения качественного сварного шва кромки изделия должны быть очищены от краски, загрязнений и обезжирены. Перед началом работы обработать внутреннюю поверхность газового сопла антипригарным спреем, для предотвращения налипания/легкой очистки от сварочных брызг.
Возможные ошибки в настройке и работе полуавтомата
Громкий «треск» при сварке может указывать на слишком малую скорость подачи сварочной проволки, также можно уменьшить выставленное значение регулировки индуктивности.
Сильное разбрызгивание металла может быть вызвано недостаточной газовой защитой. Также можно уменьшить значение настройки индуктивности. Применение качественной сварочной защитной смеси также снижает разбрызгивание металла.
Прожиги металла и непровары сварного шва можно устранить настройкой напряжения, а также регулировкой индуктивности.
Равномерность по ширине и высоте сварного шва связаны с корректной настройкой скорости подачи сварочной проволоки и техникой выполнения работ непосредственно сварщика.
Надеемся, что теперь сварка полуавтоматом для начинающих перестала быть чем-то из ряда вон выходящим. Пользуйтесь рекомендациями данной статьи, чтобы не допускать ошибок при использовании сварочного полуавтомата.